
复杂形状拉伸冲压工艺优化
微信公众号

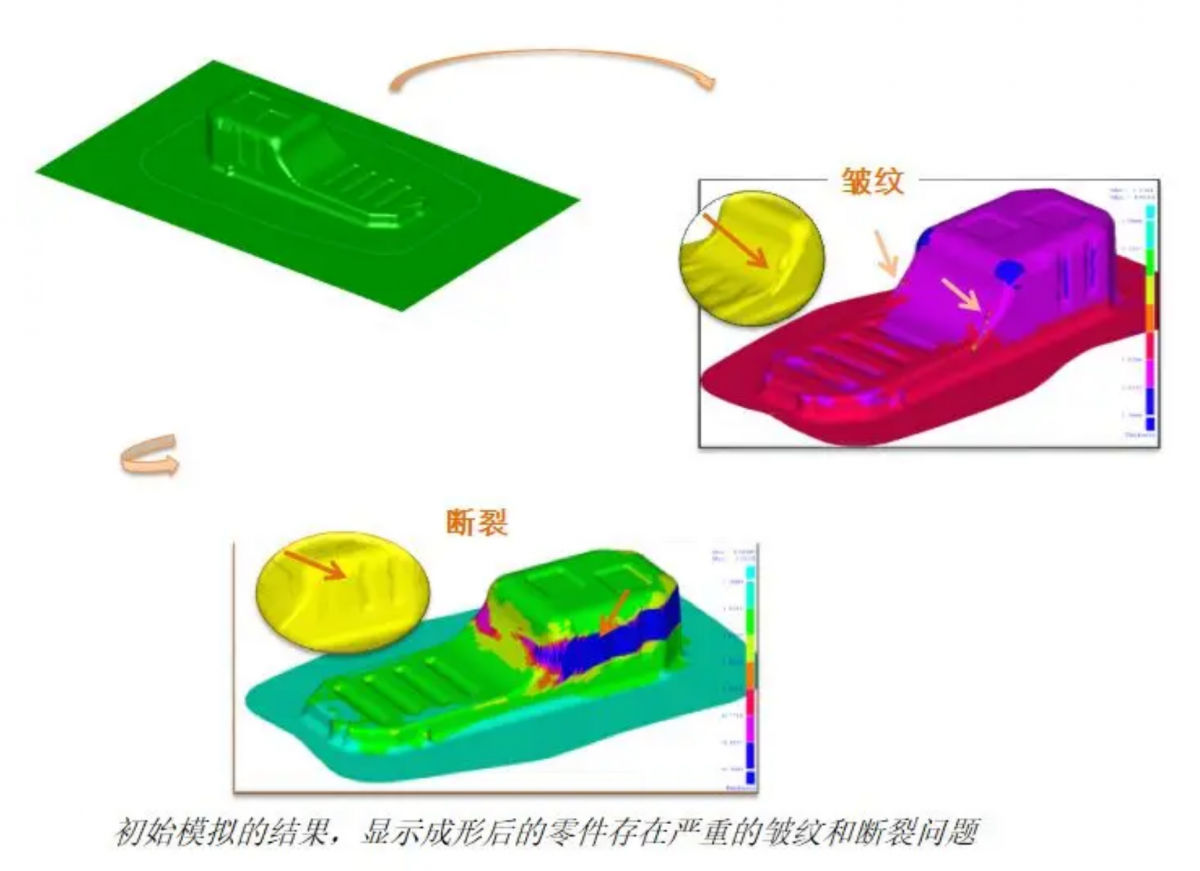
汽车油箱形状复杂,深度不匀,压边面积小,零件存在巨大深度落差的鞍部,非常容易起皱和断裂。需要通过优化调整压边力,压延筋的分布和初始板材的大小来平衡材料流动,避免缺陷。
通常的技术手段是手工调试方案组合,结合冲压加工仿真程序,对方案进行评估。但是此手段耗时长,效率低下,而且很难找到最佳解和工作区间。因此,需要采用集成一体全自动化的优化方法,辅助工程师的方案选型,提高设计效率,节省时间成本。
优化准则
根据初始模拟的结果,将优化目标定义成以下三个目标变量:
■在鞍部选择一个区域,根据最大厚度判断是否存在皱纹
■在板材上定义传感器,获取最终的板材流入尺寸
■在零件顶端定义一个区域,获取FLD的累积值,判断是否发生断裂

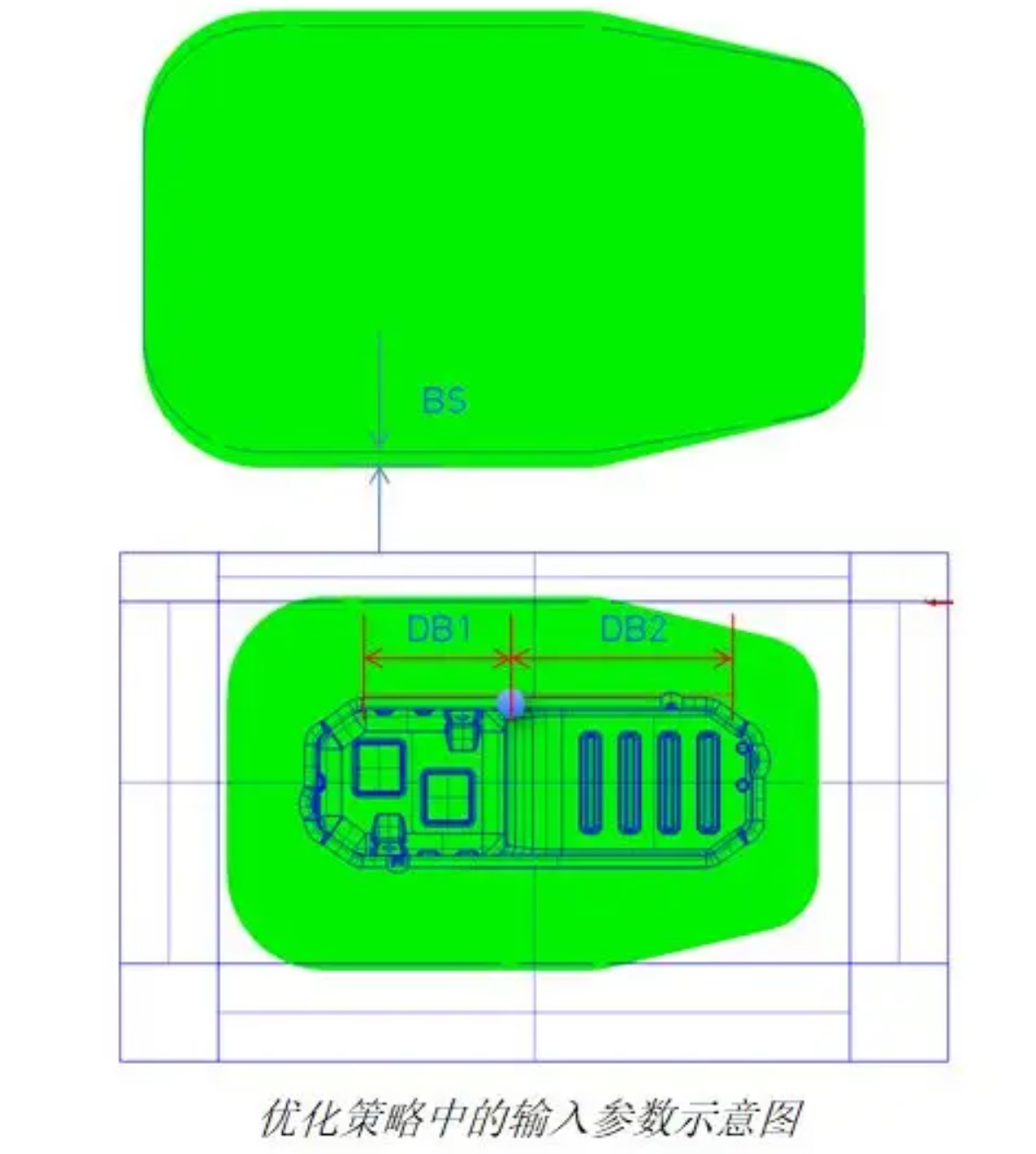
优化策略
■根据初始模拟的结果,确认对如下几何和变量进行优化,寻找其最佳工作窗口。
●冲压板材的尺寸 (下图中BS的偏移量)
●Drawbead的位置和长度(DB1和DB2的值)
●Drawbead压延力的大小,从而确定其形状和尺寸
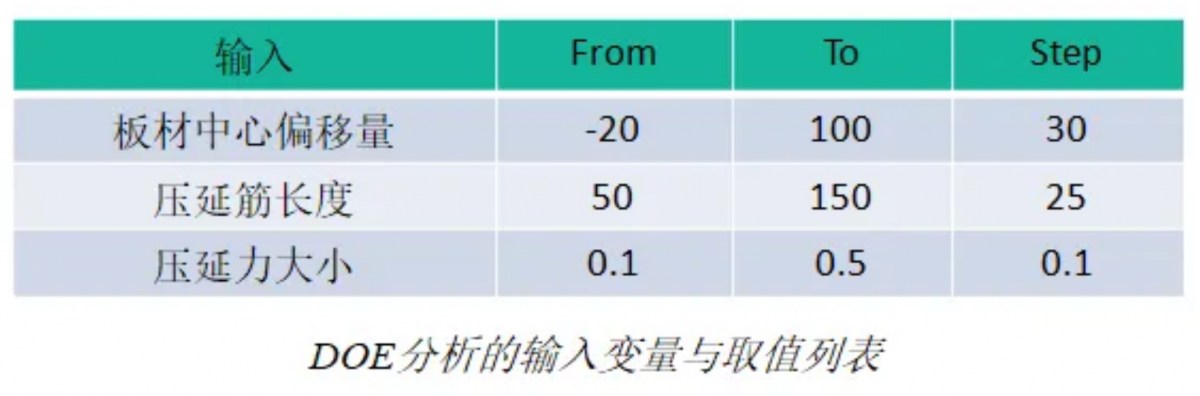
DOE -- GA/ PSO – 优化算法
优化步骤
由于工艺范围很宽,对各输入变量与输出结果间的关系尚不清晰且对最佳工作窗口无法预估,也无法预知输入条件中是否存在满足最终产品要求的工艺窗口,因此采取两步进行优化。
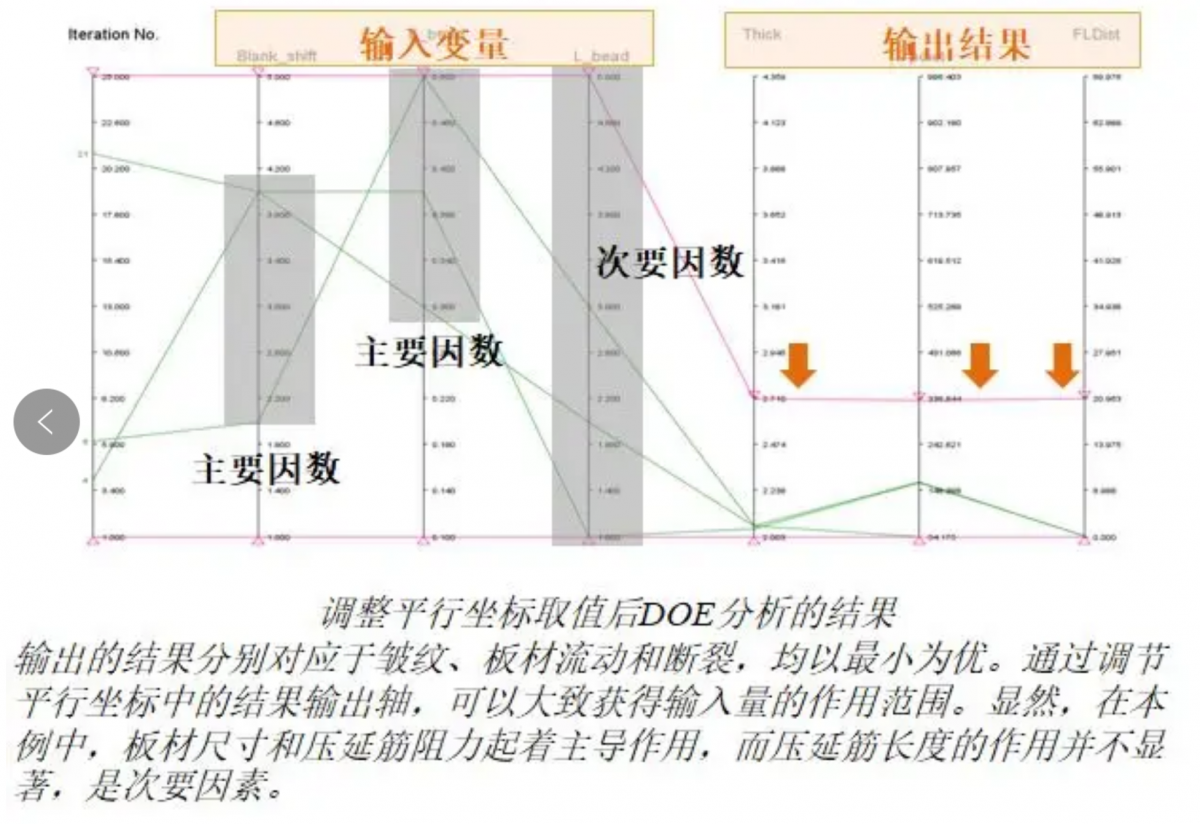
第一步, 用DOE寻找可行的工艺窗口
DOE具有接受多变量,效率高,计算量较少的优点。适合于在初期以较少的计算量迅速了解模型空间的各物理量以及其中的相互影响关系。

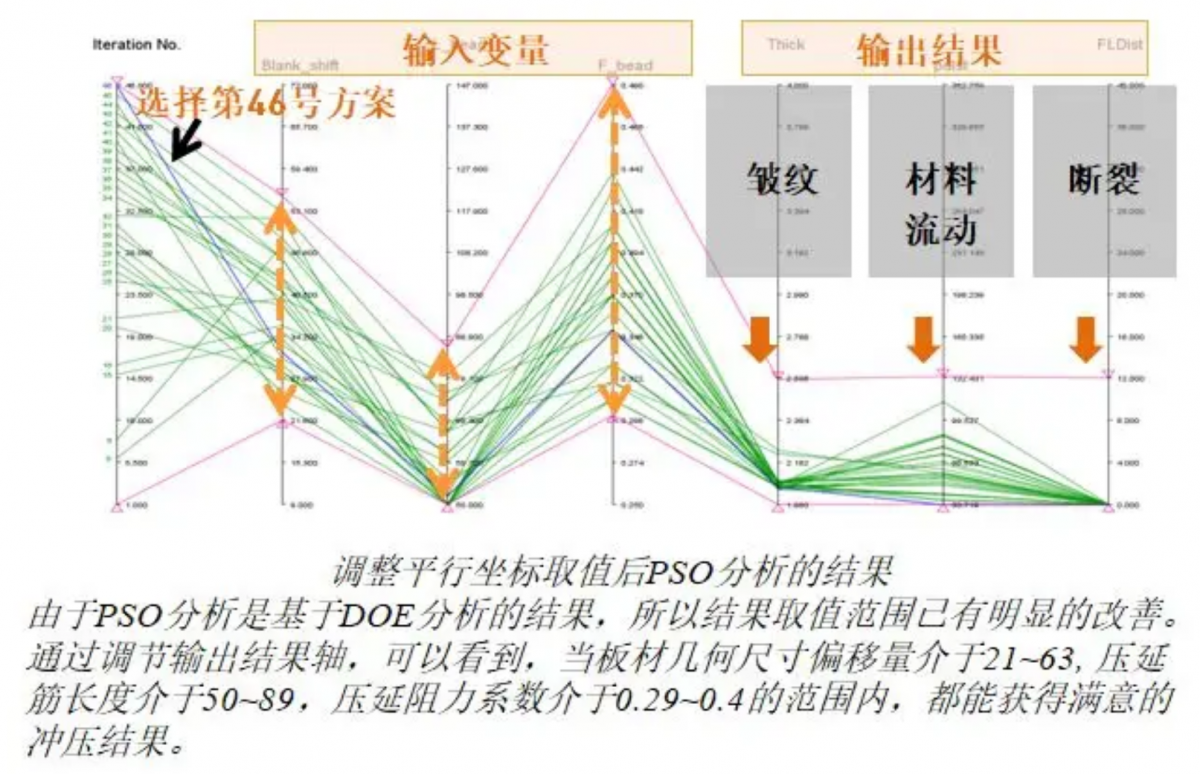
第二步, 采用PSO优化工艺窗口
在以上DOE结果的基础上,根据确定的主次影响因素,缩小输入变量的取值范围,采用PSO粒子群算法或GA遗传算法进一步优化,确定最佳的工艺窗口。

项目总结
■可现实CAD驱动的自动优化
■可优化任何尺寸和参数,包括几何尺寸、材料参数、过程工艺条件等。
■完全自动化的有限元网格划分和边界条件定义,无需人工干预,任何模拟参数均可作为优化准则。
■无限的输入变量和输出结果
■多种优化算法:DOE,GA 和 PSO
■附带专业的优化结果过滤与分析工具,例如帕累托图,平行坐标图等
■支持并行计算和并发优化。
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37
-
展会预告 | 2025CIMT中国国际机床展
2025-04-11 14:44