
案例分析:螺栓“跑丢了”!
微信公众号

在车辆设计开发和售后实践中,时而会碰到螺栓 “跑丢了” ,这种令紧固件工程师很尴尬的质量事故。
其实,有经验的工程师不会慌张,新手工程师也不用紧张:因为虽然紧固件最后的失效形式表现为螺栓、螺母松动或断裂,甚至“跑丢了”的螺栓脱落问题,但大多时候并不是紧固件的质量有问题,也不是初始的紧固工艺不对;而是被连接件设计或生产质量不佳或零件间的匹配不佳,导致紧固件在工作载荷下发生夹紧力的衰减。
当问题发生后,应该先确认除了螺栓脱落,还有没有其它的质量问题发生。一般情况下,螺栓脱落不会第一时间被发现,一定有其它的,比如异响这种问题发生。紧固件工程师必须要搞清楚,是螺栓脱落先发生,然后引起了别的质量问题,还是先有被连接件的质量问题发生,然后导致“螺栓跑丢了”的螺栓脱落问题。否则紧固件工程师会陷入质疑前期的连接设计校核中,不能找到根本原因,耽误问题的解决进度。
介绍一个螺栓 “跑丢了” 的实际案例,说明被连接件由于冲击强度不够而导致螺栓脱落的例子,为大家提供一个解决类似问题的思路。
一、问题描述
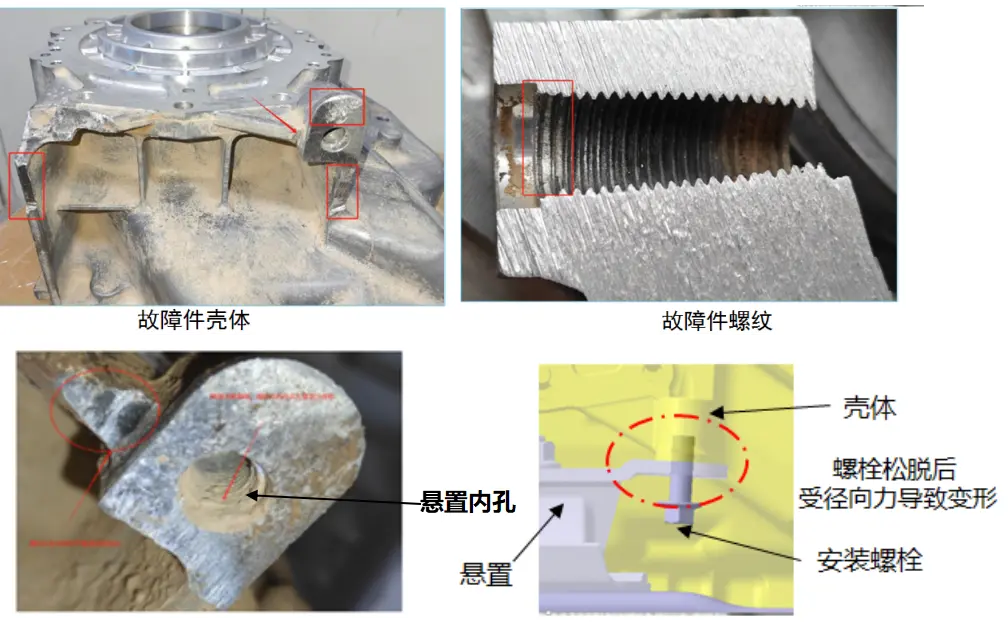
售后市场反馈车辆在行驶过程中发生异响,经检查发现左侧悬置安装螺栓掉落,分动器壳体右侧悬置安装点断裂。

二、故障分析
当螺栓脱落和壳体开裂同时呈现的问题发生后,应该第一时间判断是螺栓脱落先发生,导致了分动器受力状态改变,从而超出了壳体载荷极限使其断裂;还是正相反,是壳体先开裂,导致了螺栓的受力状态完全改变,被强制拧松了,然后跑丢了。责任明确,才能拉动相关的资源解决问题,否则单凭紧固件工程师是无法解决问题的。
2.1 故障确认
a. 壳体安装位置附近断裂,断口及周边存在严重磨损。经实验室评估,断口处磨损严重,已无法进行断口分析,分辨不出是疲劳断裂还是冲击断裂;
b. 悬置端螺纹孔内存在大量泥土堆积;
c. 分析壳体内螺纹,发现螺纹前三牙向内倾斜,经分析是螺栓松脱过程中 ,不断给螺纹内孔施加径向力,导致螺纹变形。初步可以认定,螺栓在脱离过程中,壳体内螺纹孔已经偏离了悬置螺纹孔,初步推断分动器的安装位置已经改变,导致螺栓脱落。
2.2 同型车辆追踪
根据对同一工作现场的其他车辆调查,其中3台螺栓原厂色标未发生位移,扭矩抽检均合格,但处于下限区间;另2台螺栓原厂色标有位移情况,扭矩偏低,综上情况存在扭矩衰减现象。
经过初步分析,确认问题的根本原因是分动器的壳体先开裂,导致了螺栓脱落。
三、做鱼骨图,分析开裂和扭矩衰减原因
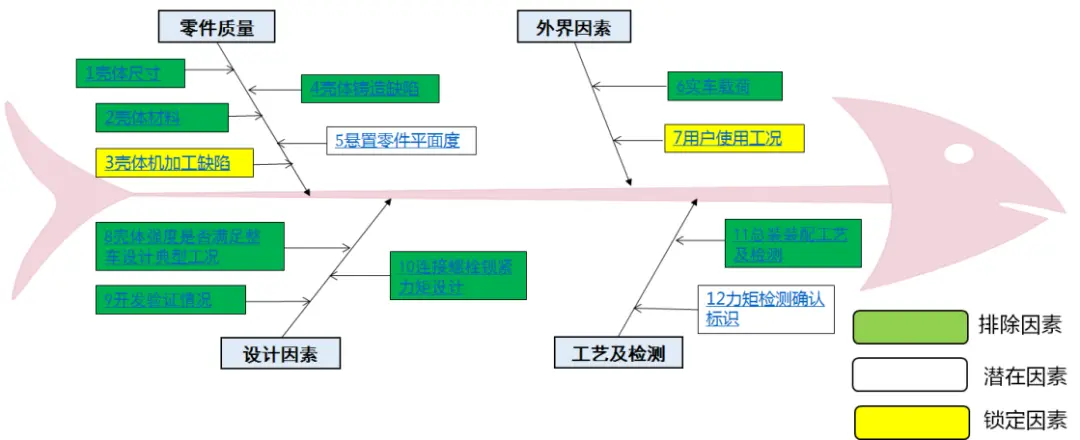
锁定因素:
a. 壳体机加工缺陷
b. 用户使用工况
潜在因素:
c. 悬置平面度
d. 力矩检测标识确认
3.1 零件质量—壳体机加工缺陷
a. 新壳体螺纹通止规检测不通过:通止规首次拧入困难,分动器壳体螺纹内部杂质较多。

b. 壳体加工悬置安装点加工有豁口,经CAE分析,豁口位置应力较大,但仍满足标准工况的强度要求。

3.2 外界因素—用户使用工况
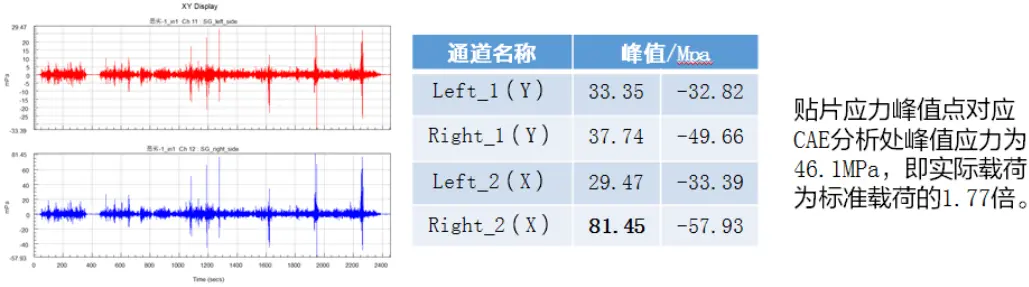
用户用车工况恶劣,分动器存在异常磕碰和划痕:根据实际现场考察,客户车辆使用环境为油田,泥沙很大,路况颠簸不平,路面有深坑,中间有很高凸起,过深坑或者过凸起时,分动器壳体有刮蹭痕迹。

根据采集的载荷谱,实际载荷为标准载荷的1.77倍,按此分析分动器壳体悬置安装点应力超出材料极限。
3.3 零件质量—悬置零件平面度
悬置的安装平面度超差,平面度为0.634(要求平面度0.5),导致悬置与分动器壳体安装面贴合度差,是影响螺栓轴力的潜在因素。
3.4 设计因素—连接螺栓锁紧力矩
每次有紧固连接点发生任何问题,重新审视和校核前期的拧紧工艺肯定是避免不了的。所以紧固件工程师做好文件记录和归档是基本功,作业本不能丢。
悬置安装螺栓锁紧力矩60±5N.m,对应预紧力27KN,经分析计算该力矩满足悬置滑移量要求。
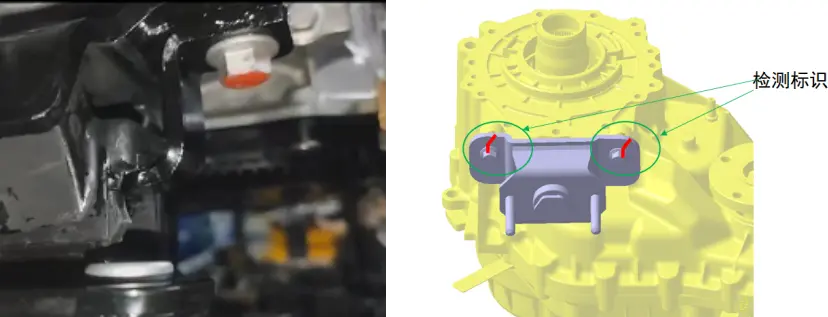
3.5 装配工艺—装配影响和力矩检测标识确认
问题发生,现场工程师也会牵涉其中,一定会被追溯作业记录,现场的拧紧记录和数据都会被重新核实。拧紧标识和检查标识也会被追踪。
悬置安装点装配工艺:气枪打紧(40N.M)+手工定扭(60N.m),定扭套筒内部有红色印记,定扭后在螺栓帽上会留有红色印记,生产线后端质量人员会进行进行抽检,并且有检测标识。现场的误操作的原因可以排除。
四、根本原因确定和改进措施
根据车辆行驶路面坑很深、突起高,综合使用工况苛刻,已经超出了车辆设计的最大载荷和机加工留下豁口存在应力集中的事实。同时根据产品整体外观污渍明显,大部分区域为泥土污渍覆盖,壳体表面有划痕,说明分动器直接受到了坏路面的冲击的现象。
最后,确定螺栓跑丢了的根本原因是分动器的壳体先开裂,导致了螺栓脱落。这时候紧固件工程师的工作基本完成。后续工作主要是跟踪和督促相关工程师提升被连接件的质量。
悬置工程师改进悬置零件平面度防止扭矩衰减。分动器的工程师提高分动器壳体的强度防止开裂,控制螺纹孔清洁度防止假扭矩。整改后,再也没有类似问题发生。
- 下一篇:合肥又一家车企独角兽:又融14亿
- 上一篇:新能源汽车中什么是大三电、小三电?
-

推动汽车行业转型的引领者——面向未来的总装NE
2024-12-03 -

总装工艺成本优化实践案例
2024-08-05 -
如何提高螺栓连接的强度?
2024-07-30 -
Pack内部电芯倒置和侧躺的优缺点以及面临的挑战
2024-07-10
编辑推荐





最新资讯
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05
-
比亚迪发布2024年ESG报告 以技术创新
2025-03-26 16:44
-
电装中国:以“技术+生态”双引擎驱
2025-03-24 19:07
-
杜尔中国海外项目-Stellantis 集团摩
2025-03-20 11:59
-
3D扫描仪新品 | KSCAN-X 重新定义工
2025-03-20 11:58