
冲压件质量控制标准和管理办法
微信公众号

1 目的
本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。
2 范围
本标准适用于本公司冲压科职责范围内生产的冲压件半成品和成品。
3 术语
3.1 关键冲压件
对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。
(由客户提供各车型的关键冲压件清单,形成《关键冲压件清单》。)
3.2 固有缺陷
针对前期产品开发过程中,因技术规划及设计等原因导致的冲压件存在一些工艺上无法彻底整改的缺陷。冲压科与质保部结合客户的意见对这些缺陷进行固化和稳定。
4 冲压件质量检验标准制定原则
一个车身上的冲压件大概有300-600 个,但每个冲压件的质量要求是不一样的。为了在提高整车质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产的综合效能。
因此,制定冲压件的质量检验标准需要结合生产工艺技术条件和车身的使用性能等要求,对不同类别的冲压件制定相应的质量标准。
4.1 根据冲压件在车身上功能尺寸等作用
分为:关键件和非关键件。
4.2 根据冲压件在车身上的位置不同及客户的可视程度
分为:A、B、C、D 四个区域。
4.3 根据冲压件上孔在车身装配及工艺要求
分为:一般孔、定位孔、装配孔。
4.4 根据冲压件上料边在车身焊接、压合等工艺要求
分为:一般料边、压合料边、焊接料边。
5 冲压件在整车上分区定义
如下图所示:
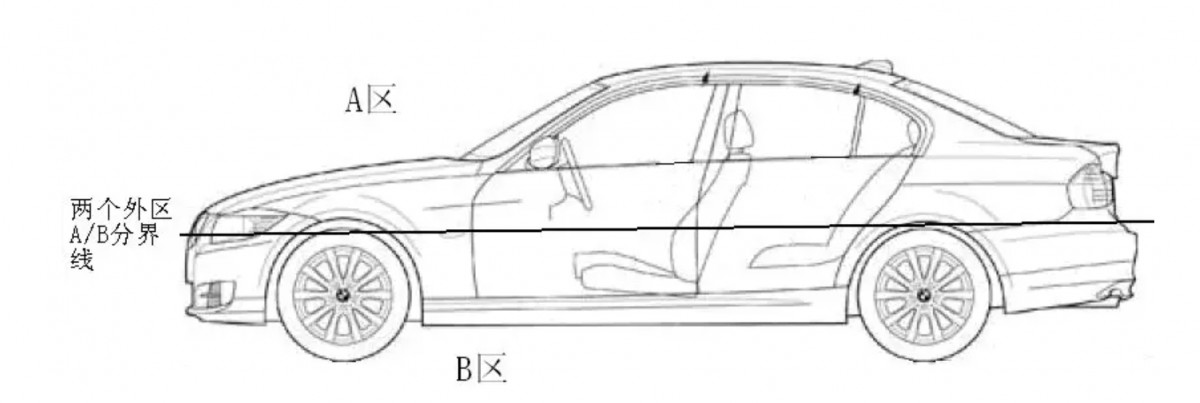
汽车分四个区域:两个外区和两个内区。
5.1 外1 区(A区)
车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以上部位,不包括当车身前后风挡玻璃上边缘离地高度大于1700mm 的车型的顶盖和天窗区域。
5.2 外1 区(B区)
车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以下部位。
车身前后风挡玻璃上边缘离地高度大于1700mm的车型的顶盖和天窗区域。
5.3 内1 区(C区)
打开车门上车时能看到的部位;坐在司机或乘客座位上,关上车门后能看得见的部位;车身发动机盖、行李盖打开后看得见区域;天窗窗框,油箱加注孔入口等其他区域。
5.4 内2 区(D 区)
除A、B、C三个可视区域,车身上被内饰件等覆盖的、客户一般所不能察觉或发现的部位。
6 冲压件质量缺陷类型
冲压件质量缺陷类型一般分三类。
6.1 外观缺陷
包括:裂纹、缩颈、坑包、变形、麻点、锈蚀、材料缺陷、起皱、毛刺、拉毛、压痕、划伤、圆角、不顺、叠料、及其他。
6.2 功能尺寸缺陷
包括:孔偏、少边、少孔、孔径不符、多料、型面尺寸不符、其他。
6.3 返修缺陷
包括:裂纹、孔穴、固体夹杂、未溶合和未焊透、形状缺陷、变形、坑包、刨痕、抛光影、板件变薄、及其他。
7 冲压件的检验方法
7.1 外观检验方法
7.1.1 触摸检查
用干净的纱布将外覆盖件的表面擦干净。
检验员需戴上纱手套沿着零件纵向紧贴零件表面触摸,这种检验方法取决于检验员的经验,必要时可用油石打磨被探知的可疑区域并加以验证,但这种方法不失为一种行之有效的快速检验方法。
7.1.2 油石打磨
用干净的纱布将外覆盖件的表面擦干净。
打磨用油石(20×13×100mm或更大)。
有圆弧的地方和难以接触到的地方用相对较小的油石打磨(例如:8×100mm的半园形油石)油石粒度的选择取决于表面状况(如粗糙度,镀锌等)。
建议用细粒度的油石。油石打磨的方向基本上沿纵向进行,并且很好地贴合零件表面,部分特殊的地方还可以补充横向的打磨。
7.1.3 柔性纱网的打磨
用干净的纱布将外覆盖件的表面擦干净。
用柔性砂网紧贴零件表面沿纵向打磨至整个表面,任何麻点、压痕会很容易地被发现(不建议用此方法检验瘪塘、波浪等缺陷)。
7.1.4 涂油检查
用干净的纱布将外覆盖件的表面擦干净。
用干净的刷子沿着同一个方向均匀地涂油至零件的整个外表面。
把涂完油的零件放在高强度的灯光下检查,建议把零件竖在车身位置上。用此法可很容易地发现零件上的微小的麻点、瘪塘、波纹。
结合目前公司现状,采取7.1.1 和7.1.2 两种方法对在线生产的表面件进行检查。
7.2 尺寸检验方法
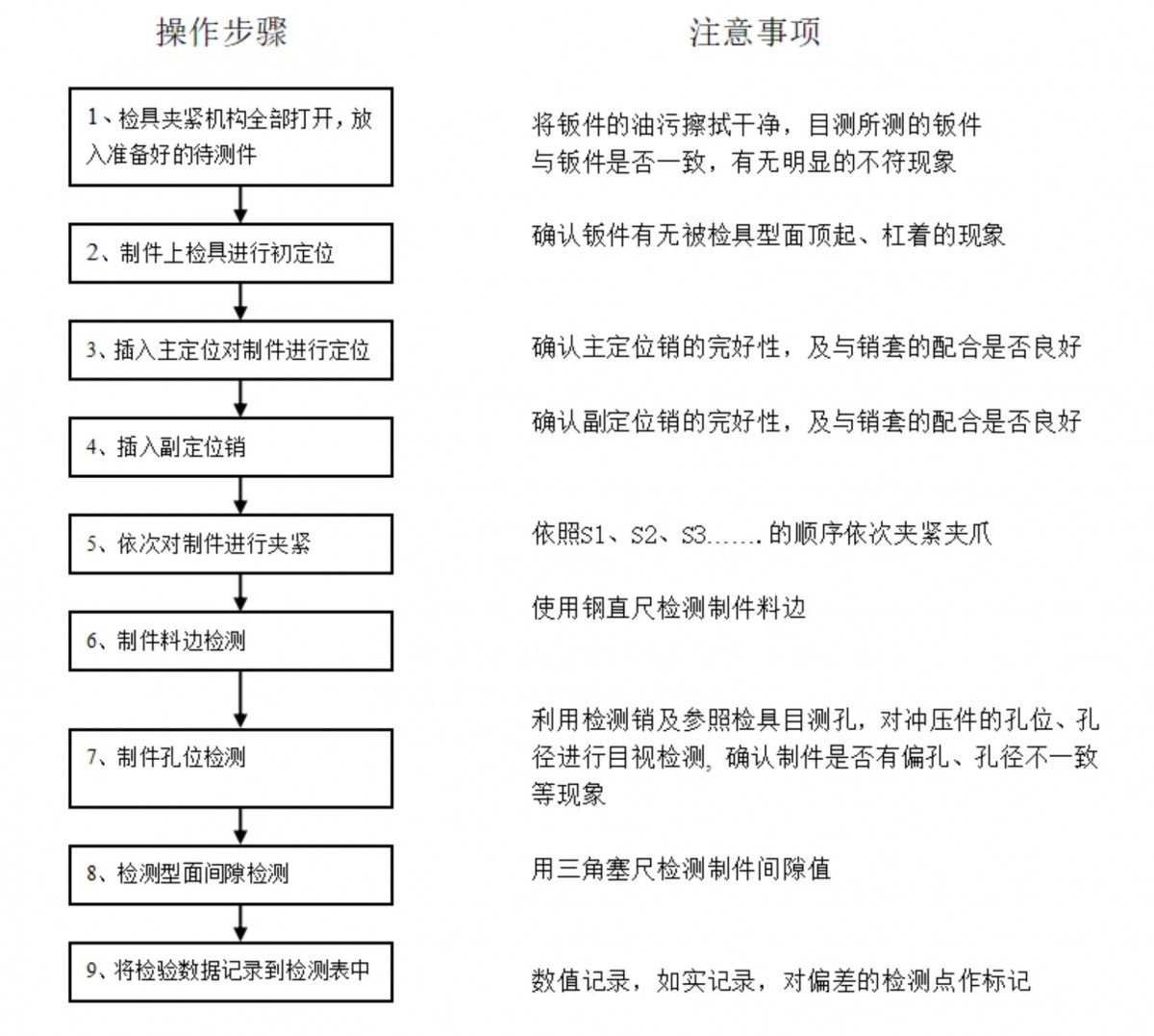
7.2.1 检具测量:
利用检具、钢板尺、间隙尺等测量工具,对冲压件的孔位置、大小、型面尺寸、料边等部位进行测量。同时结合产品数模,对冲压件的尺寸进行确认。具体检验流程:
7.2.2 三坐标、扫描测量
利用专业测量设备对冲压件孔位置、型面尺寸等进行精确测量。(目前的冲压件检验暂不使用)。
8 冲压件缺陷检查标准及描述
8.1 外观缺陷检查标准及描述
8.1.1 裂纹
检查方法:目视。
对于外覆盖件任何碎裂都是不可接受的。对于内覆盖件仅细微的碎裂允许作补焊返修处理,但返修部位是顾客不易发觉的且必须满足冲压件的返修标准。
8.1.2 缩颈
检查方法:目视、剖解。
缩颈是冲压件成形过程潜在的危险破裂点,对冲压件的功能、强度、耐疲劳度有着至关重要的影响。
根据缩颈的程度判定冲压件是否合格、返修、报废等。外覆盖件缩颈影响整车外观,客户是不可接受的。
8.1.3 坑包
检查方法:目视。
坑包的存在严重影响覆盖件油漆后的外观质量,是客户所不能容忍的缺陷。大面积的坑包还会影响制件强度、疲劳度,无法修复。
8.1.4 变形(突起、凹陷、波浪)
检查方法:目视、油石打磨、触摸、涂油
A 类缺陷:是用户不能接收的缺陷,没有经过培训的用户也能注意到,A 类瘪塘发现后必须立即对冲压件进行冻结。
B类缺陷:是一种使人感到不愉快的缺陷,它是在冲压件外表面上摸得着和看得见、可确定的
C类缺陷:是需要修正的缺陷,绝大多数处于模棱两可的情况下,只有在油石打磨后才看得出。
8.1.5 麻点
检查方法:目视、油石打磨、触摸、涂油
A类缺陷:麻点集中,超过整个面积2/3 都分布有麻点。
B类缺陷:麻点可看到、可摸到。
C类缺陷:打磨后可见单独分布的麻点,在1 区要求麻点间距离为300mm或更大。
8.1.6 锈蚀
检查方法:目视、剖解。
锈蚀是冲压件长期存放或者存放不当导致生锈,对冲压件的功能、强度、耐疲劳度有着至关重要的影响。
8.1.7 材料缺陷
检查方法:目视
标准:材料强度不符合要求,轧钢板留下的痕迹、重叠、桔皮、有条纹、镀锌表面疏松、镀锌层剥落。
8.1.8 起皱
检查方法:目视
外覆盖件不允许存在任何顾客容易察觉的起皱,内覆盖件不允许存在严重的起皱从而导致材料叠料。
8.1.9 毛刺
检查方法:目视
毛刺的长度要求小于板料厚度的10%。
任何影响焊接搭边贴合程度的毛刺是不可接受的。
任何容易导致人身伤害的毛刺是不可接受的。
任何影响零件定位及装配的冲孔毛刺是不可接受的。
8.1.10 拉毛、压痕及划伤
检查方法:目视
外覆盖的外表面不允许存在拉毛及划伤、压痕;外覆盖件的内表面不允许存在影响外表面质量的划伤、压痕。内覆盖件表面不允许存在潜在的导致零件拉裂的严重划伤、压痕。
8.1.11 圆角不顺
检查方法:目视、检具测量
圆角半径不够均匀,不够清晰光顺。外覆盖件不允许存在,内覆盖件的一些装配面、搭接面圆角不顺不仅影响制件外观,严重的还影响焊接、装配。
8.1.12 叠料
检查方法:目视
外覆盖件不允许存在叠料缺陷,内覆盖件的的不同程度的叠料缺陷会导致客户抱怨,功能类冲压件还影响制件的装配和车身强度。
8.1.13 打磨缺陷、打磨印
检查方法:目视、油石打磨
A类缺陷:打磨穿了,在外表面上明显可见,所有顾客都立即可见。
B类缺陷:能看到、摸到,在有争议的地方打磨后也能证明。
C类缺陷:用油石打磨后能看出。
8.2 尺寸缺陷检查标准及描述
8.2.1 孔偏、少孔
检查方法:检具测量、三坐标测量
冲压件的孔根据孔偏移的大小、孔的作用而质量标准不同。对于定位、安装孔的位置精度要求高,一般工艺孔、过孔位置精度要求低。冲压件少孔是产品设计和要求所不允许的。
8.2.2 孔径不符
检查方法:间隙尺、游标卡尺
冲压件的孔直径偏差大小,根据孔的作用而质量标准不同。对于定位、安装孔的偏差精度高低直接决定了整车的装配性能。一般工艺孔、过孔位置偏差进度要求相对低。
8.2.3 少边、多料
检查方法:检具测量、间隙尺、钢板尺、三坐标测量
冲压件少边、多料在不同类别的冲压件上影响程度大不相同。例如:焊接边少边影响焊点分布和操作,压合边少边和多料决定压合后总成质量。
8.2.4 型面尺寸不符
检查方法:检具测量、间隙尺、钢板尺、三坐标测量
冲压件型面尺寸偏差由于设计、规划等工艺水平是避免不了的,但是其偏差的大小直接决定了整车的外观配合、冲压件匹配、零部件装配等质量水平。
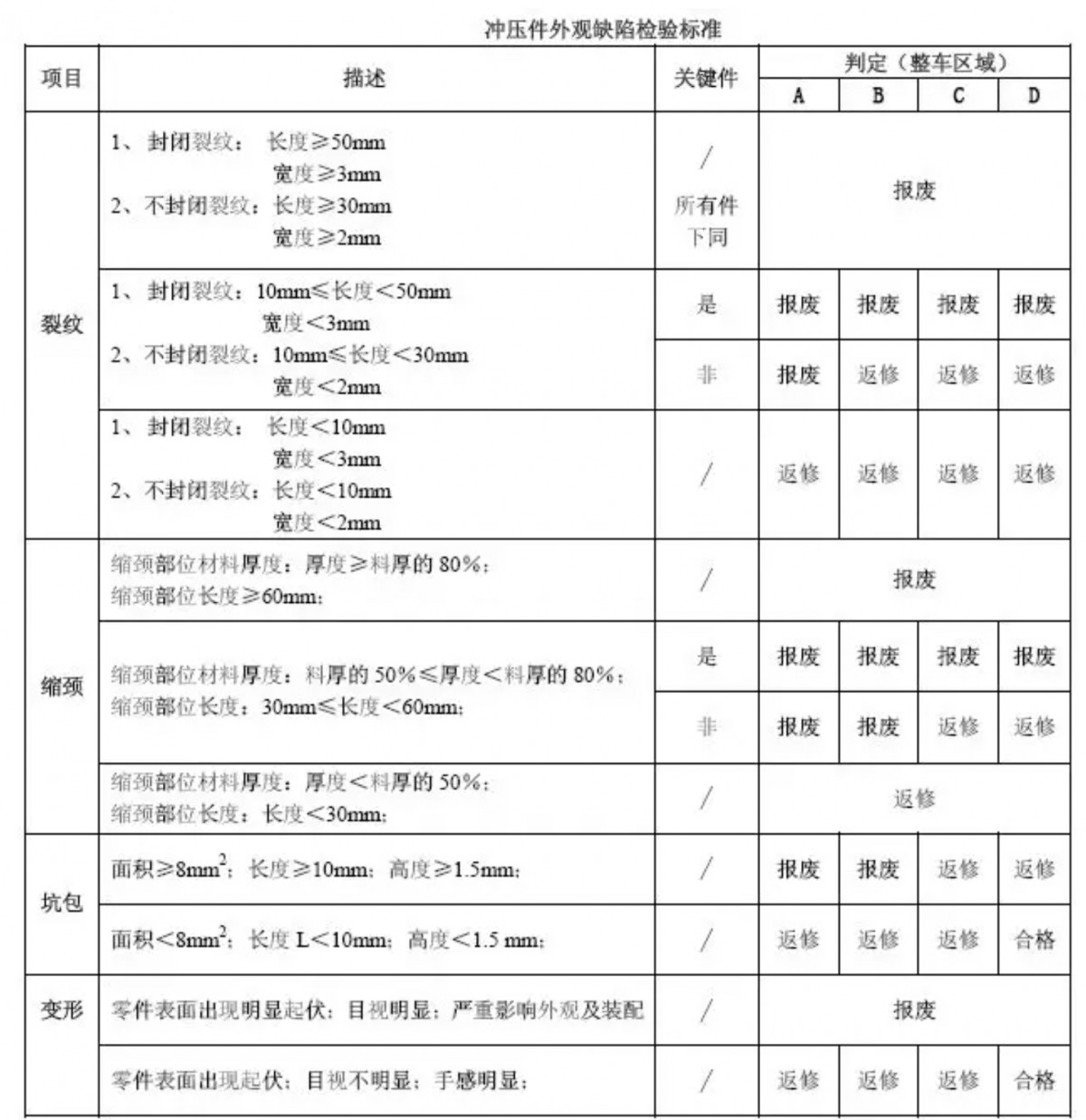
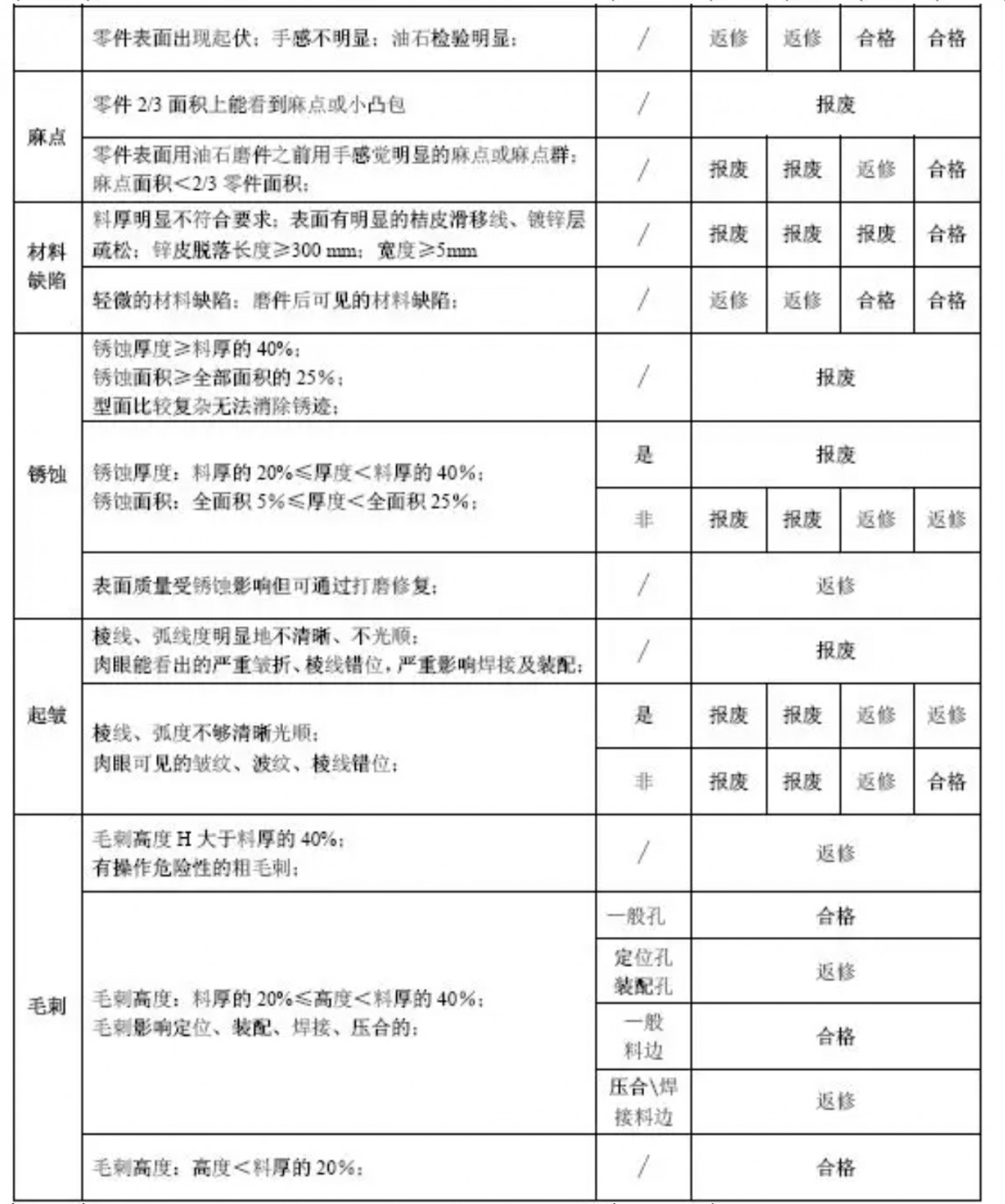
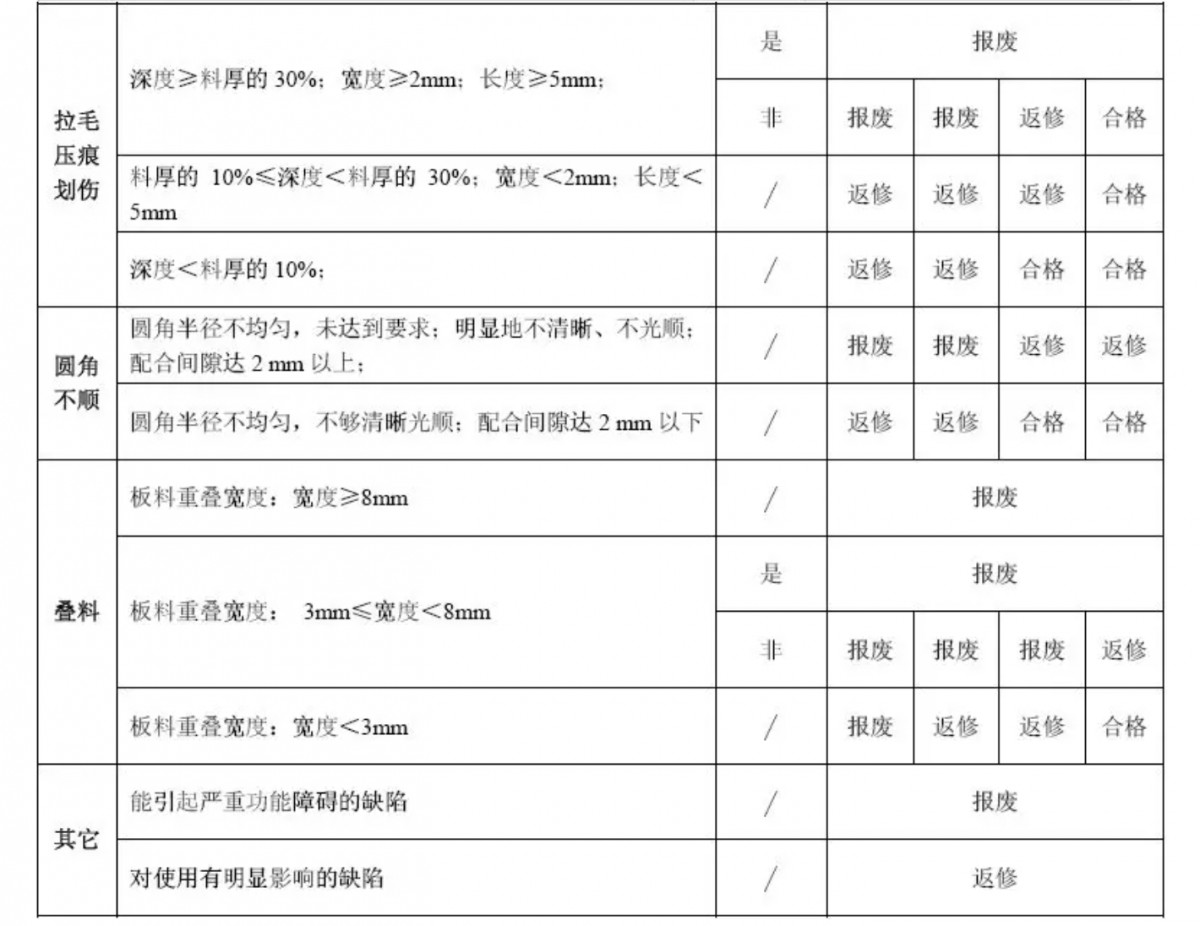
9 冲压件缺陷检验判定标准
以下标准,遵循“质量从严”的原则进行判定。同一问题按严重程度从严判定。
9.1 外观缺陷检验判定标准
9.2 尺寸缺陷检验判定标准
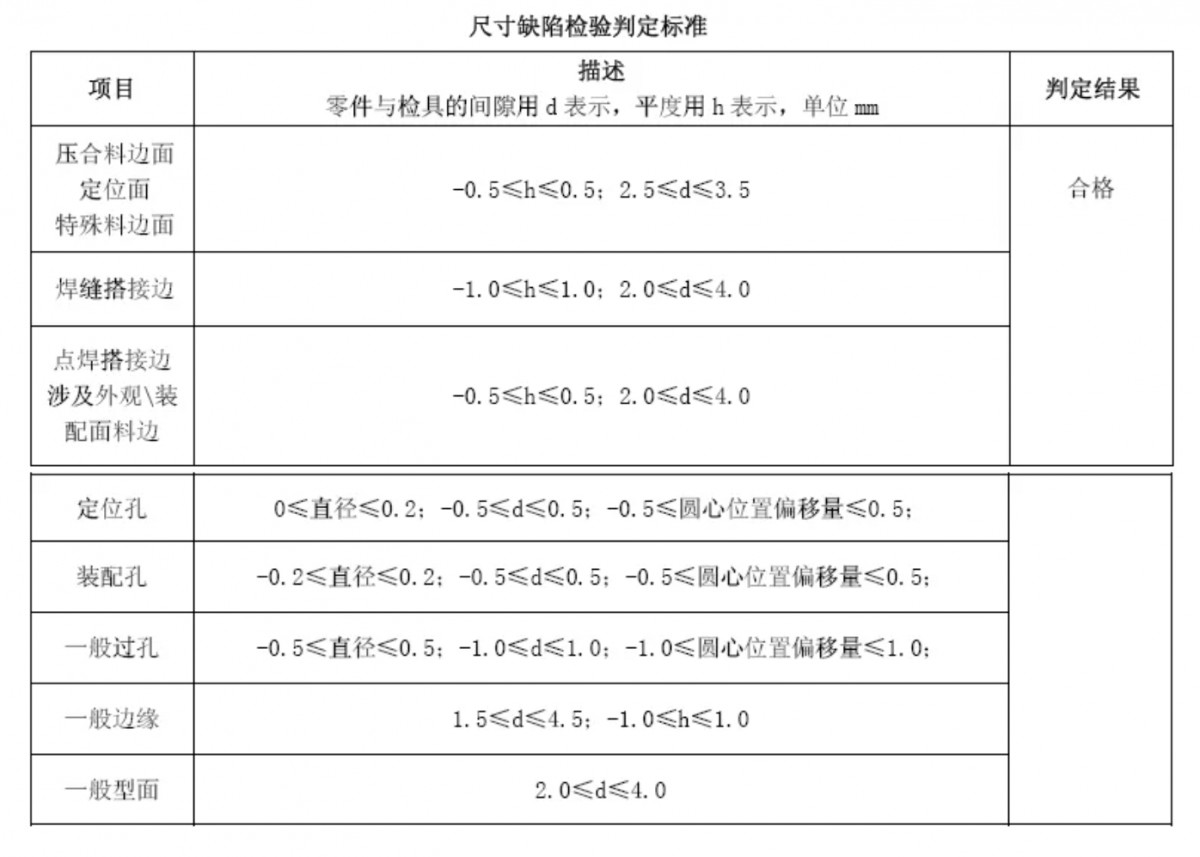
说明:
表中数值为制件检具测量的平度、间隙大小。若检具无法测量,钣件在装车上的状况不明时,应结合ATOS扫描进行确认分析,其数据应结合数模、车身坐标等加以确定。
不符合上表规定的全部判定不合格。
尺寸类缺陷,只判定合格与不合格。
出现不合格,应制订措施或更改模具等。
9.3 冲压件返修缺陷检验判定标准
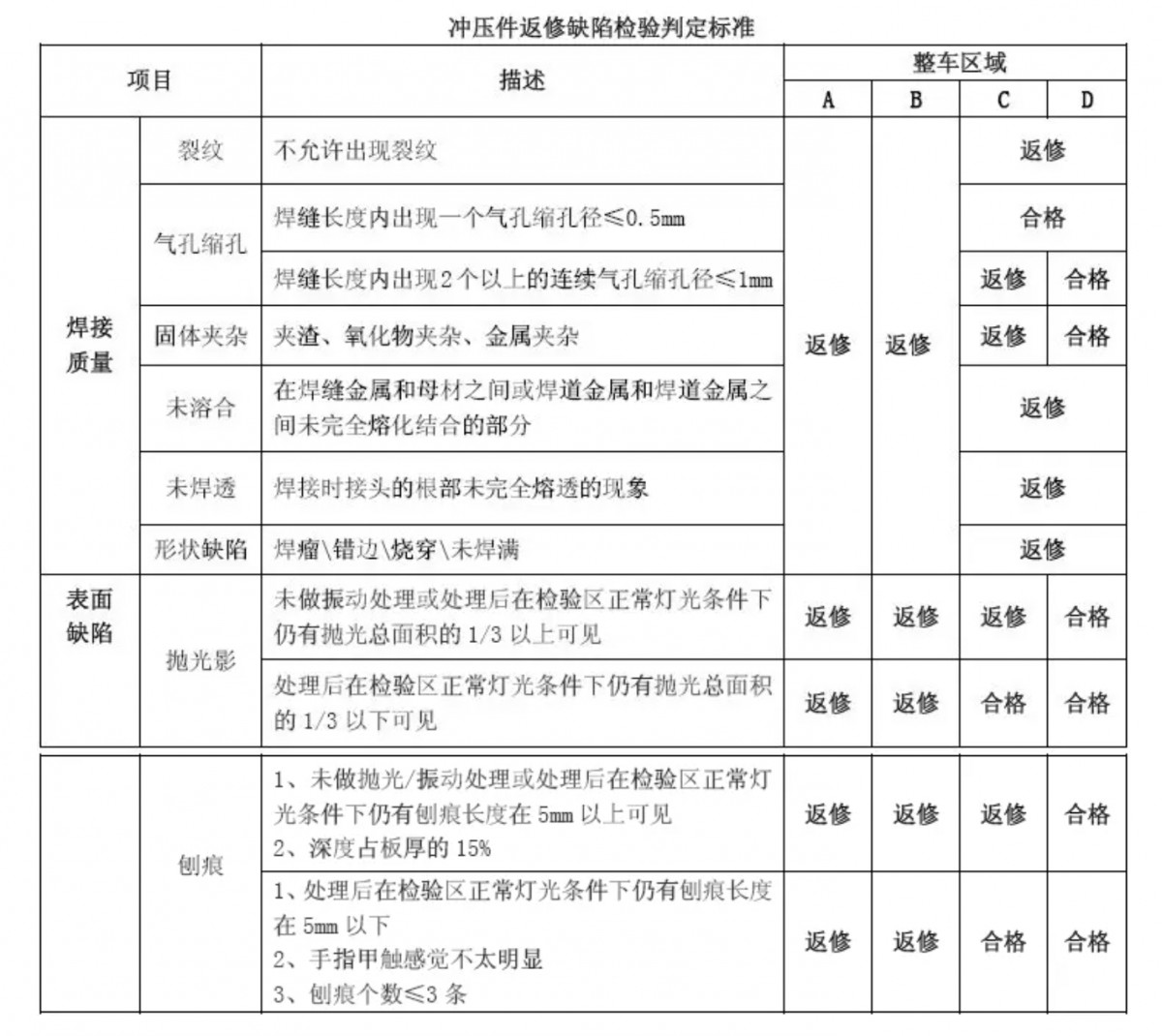
补充:出口国外的制件不允许使用补焊返修(如A21行李箱盖外板等件),表面覆盖件(A\B\C区)不允许使用表面缺陷返修制件。
10 冲压件固有缺陷
针对前期产品开发过程中,因技术规划及设计等原因导致的冲压件存在的工艺上无法彻底整改的缺陷,冲压科应组织生管、技术、质量、制造等相关部门进行评审、记录形成档案、及限定整改时间。对于从客户角度、公司质保部认可封样的缺陷或根据严重程度及制造、技术、质量、生管等相关部门共同出具的内部让步放行单,进行固化、制定封样件(单件、总成件),作为冲压件质量一致性的重要环节去控制。生管部冲压科对这些缺陷有责任不断优化整改、持续改进、提高冲压件质量。
11 质量控制管理办法
冲压件生产现场的检验过程必须遵循操作者自检、下道工序互检、质量检验员对过程和最终产品进行专检的原则,操作者对每个钣件的生产过程必须进行自检和互检,专职检验员依据冲压件样件、冲压件检具各测量点按首检、过程抽检、末检的原则对在线生产的钣件进行检验、测量、记录,过程抽检的原则为:
表面覆盖件抽检频次为60件/次;
车身结构件抽检频次为85件/次;
底盘件抽检频次为50件/次;
11.1 检验方法:
首检:
从冲压件加工的首道工序开始,逐个工序操作者100%用手检、目视方法进行外观质量检查,并判定是否合格,填写《冲压件自/专检记录表》。
检查要求用目视检查是否拉延到位,有无缩颈、开裂、叠料、拉毛等缺陷,再用手摸的方法检查是否有坑包、变形缺陷,并判定零件外观状态合格与否;
上检具进行精度检验,将检验结果与封样件进行对比,并判定零件的精度合格与否。操作要求按照《冲压件检具检测作业指导书》执行。
专职检验员对上述自检工作进行复检和监督控制。填写《冲压件自/专检记录表》,注意检验员的填写用笔的颜色与操作者的颜色要有区分。
过程抽检:
检查操作步骤同首检;
检查的周期按照过程抽检原则进行。
末检:
检查操作步骤同首检;
末件检查完成后,与首件进行对比,确认外观一致;
检测人员对末件上检具进行尺寸检测,操作步骤同首检上检具检测
11.2 异常问题的处理
首检生产发现制件状态异常或连续不合格件>5件时,检验员或班组长应立即要求停线并排查原因,排除异常后才可正常开线生产;
若异常无法排除时或不能解决时,要及时向当班冲压工段长或科长报告;并由专职检验员和班冲压工段长或科长判断生产是否继续;
若抽检员发现批量漏检事故时,应立即向当班冲压工段长或科长和质量人员反馈,并及时对全部相关冲压件进行追溯复查;
首检判断不合格后要立即进行原因分析,调试模具后,继续首检,直到合格后为止;工序件生产时,也需要根据首检与封样件对比并标识;
抽检制件不合格时,缺陷超过极限样件时,应立即停线追溯前批次生产的全部相关冲压件;
检具制件不合格时,缺陷超过极限样件时,应立即停线追溯前批次生产的全部相关冲压件;
检具测量人员在点测时发现问题,要及时将发现的问题详细记录在《检具问题描述表》中,由冲压科安排进行处置;
不合格报废的钣件,冲压科要及时填写《钣件报废单》,检验员进行确认提上红标签后才可以运至废料处理区。
11.3 冲压件标识
对于下线装在工位器具上的合格钣件或者返修件要在器具架上的标签贴敷区贴上绿色的《合格件标签》或黄色的《返修件标签》,并填写完整。
对于下线后装在托盘上的合格钣件或者返修件,将标签贴在托盘的表面上,并填写完整,同时将标签上的信息反映在托盘的最上表面件上。
返修后合格的冲压件,在存放和装箱时要与合格冲压件分隔开,贴上绿色的《合格件标签》,在填写标签信息时注明为返修合格。
对于报废的冲压件在接到冲压科的《钣件报废单》后,进行判定,确认报废的,在钣件上贴红色《不合格品标签》,以确保与其他件的隔离。
11.4 质量信息的记录和分析
每天记录登记当天的生产钣件质量状况信息至共享台帐中去, 确保信息的完整、准确。
按要求在线对《冲压件自/专检记录表》进行确认填写,并留有每天的书面记录。
根据检验流程方法严格填写《冲压外委件进货检验报告》,并留有每天的书面记录,对于当天生产的关键件数据汇总成“外委关键件间隙记录表”当天反馈至奇瑞冲压中心采购物流科。
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37