
埃马克VL2P车削中心降低成本的灵方妙“机”
微信公众号

近几十年来,汽车供货商和代加工企业面临着同样的挑战和难题:那就是客户在要求保证产品最高质量的同时,还要求能灵活处理订单量频繁变动的情况。近十年来尤为明显,汽车制造商提出的质量和供货要求几乎可用苛刻两个字形容:不管批量大小,都要求“准时制”生产、及时供货。另外由于市场变化迅速莫测,有时候批量较大的订单,也存在生产工艺不得不经常重新调整的情况。
广泛的车削加工方案
面对巨大的竞争压力和市场变化,中小型企业的生产计划负责人该如何应对呢? 埃马克机床有限公司总经理 Guido Hegener 博士建议采用埃马克 VL 2 P 倒置式车削中心,因为它是降低生产成本的强有力的“杀手”:“我们知道影响切削加工生产成本的因素很多,不管是加工节拍、刀具寿命、还是零件质量都直接影响着生产成本。因此我们在研发该系列车削中心之初,就统筹兼顾,全盘考虑了这些因素。所以 VL 2 P 车削中心扬长补短、配置巧妙,渗透了埃马克公司几十年来的丰富车削经验和技术实力,提供了广泛的车削加工方案。”直径 100 mm 以下的工件可在一机内通过两次装夹完成全套加工, 加工时采用两个摆动运行的工作主轴。也就是说当第一个主轴加工时,第二个主轴在上下料工位自动完成上下料,这样下一个待加工的毛坯件已处于待机状态。当第一个工件加工完毕后,刀塔"摆动" 到第二个工作主轴位置继续加工,所以换刀时间很短。
以质量"为本"
在设计 VL 2 P 车削中心时,埃马克设计工程师坚持以质量"为本": 这一设计宗旨从床身配置便可见一斑:车削中心采用了由高级矿物料浇铸而成的花岗岩床身,这种床身的减震性能和灰铸铁床身相比能提高8倍。实际应用表明,机床出色的减震性所带来的效果立竿见影,Guido Hegener 先生进一步解释说: "具体表现在工件的表面光洁度更好,刀具使用寿命更长。"
集成了自动化系统
埃马克倒置式车削中心体现在配置上的另一优势是工件自动化输送系统。该集成式自动化系统属于紧凑型车削中心的一个组成部分。 工件自动化输送系统采用配置了工件V形架的循环式输送链, 工件被直接输送到上下料工位后就可以立即加工。由于工件交接在加工区以外进行,所以可以随时在机床前面的输送带区放入毛坯件或取出成品件。通过这种更柔性、并能和主加工同时进行的自动化方案,几乎可以实现所有品种的工件上下料。
行程+非机加工时间短
在机械制造业,非机加工时间(主轴为等待上下料而停止加工的时间)是影响总体成本的首要因素。Guido Hegener 先生说,"VL 2 P 车削中心在设计之初就考虑到了这个问题, 所以设计的工作主轴 1 和工作主轴 2 的行程达到了最小化,加工时工件的更换速度更是无与伦比。另外,工件上下料和主加工同时进行,所以换刀时间不会受任何其他因素影响。"
从盘类件到小型轴类件
对汽车工业供货商和车削件代工企业来说,在决定投资购买此系列车削中心时,还会关注埃马克在倒置式机床和这类自动化系统领域的经验是否足够丰富?该加工中心在实际应用中的效果怎样?“回答只有一个:埃马克的经验足够丰富,应用效果绝对出色”,Guido Hegener 先生不无自豪地这么说,"全球已投放使用的2500 台 VL 系列倒置式机床便是明证, 这些机床都根据用户要求量身定制,所有每台都体现了其绝无仅有的优势。"采用倒置式机床可高效加工的零件多种多样,包括齿轮、法兰和凸轮等,加工节拍也不尽相同。埃马克未来将持续推广这一高效机床平台及柔性加工方案。 "VL 2 P 系列的加工节拍快、加工质量高,最适用于加工运行时间短的零件。 这些优点为用户带来了意想不到的惊喜",Guido Hegener 先生强调说。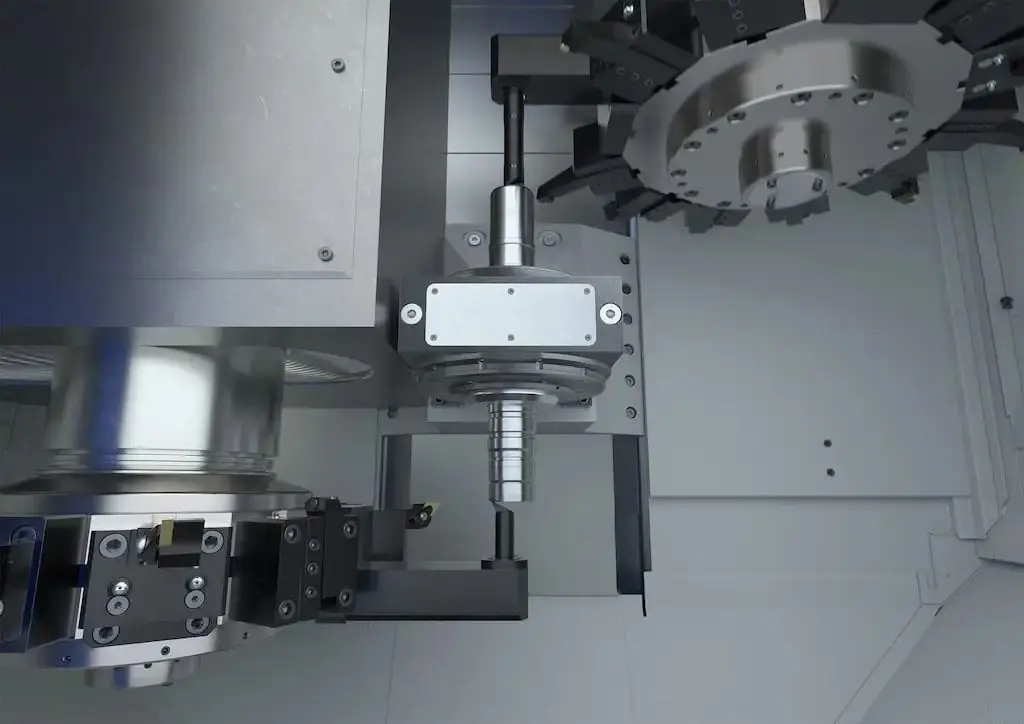



编辑推荐





最新资讯
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40