
高效柔性加工中心异军突起
微信公众号

现在汽车用户对汽车多样化、个性化的要求,迫使汽车企业的产品换型越来越快,产品品种纷繁多样,原来单一工件的大批量生产变成了多种工件各自的较小批量迭加成的大批量生产。因此,生产多品种零件的柔性设备的使用越来越多,20世纪以来在汽车制造行业占统治地位的组合机床(专机)生产线已无法满足汽车行业快速更新的现实需要。
在21世纪初期,由于一系列技术难点得到解决,出现了高速、高效且高柔性的新一代加工中心——高速加工中心,很好地解决了加工柔性和产量、投资与更新的矛盾,满足了汽车行业目前多品种、大批量和少投资的要求。如今,在汽车发动机缸盖、缸体和变速箱总成壳体类零件等铝合金件的加工中,由高速加工中心组成的柔性生产线已大部分替代了自动线和专机,成为动力总成零部件加工的主力军。
BE变速箱铝合金壳体类零件
神龙公司BE变速箱总成上有4种铝合金壳体(见图1),分别为:变速箱壳体、离合器壳体、桥壳及差速器半壳。
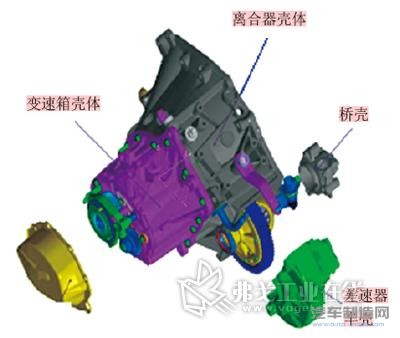
图1 BE变速箱总成
BE变速箱总成分别需要适配TU和EW系列的发动机,BE变速箱总成目前有BE-5L和BE-5N两大系列6个品种,与BE变速箱总成对应的变速箱壳体有4种,离合器壳体有4种,桥壳有4种,差速器半壳1种,累计13种铝合金壳体。
这四大类壳体是形状复杂、刚性差且工艺性差的薄壁壳体零件,以平面和孔系加工为主,产品的平面及孔系中心距都有很高的精度要求,因此对加工设备本身来说,其制造质量要保持很高的精度。以离合器壳体总成加工为例,图2中离合器壳体87#孔对79#孔的位置度公差只有0.05mm,为了避免离合器壳体和变速箱壳体之间连接发生泄漏,工艺的技术要求离合器壳体与变速箱壳体的连接面的表面粗糙度R2 W4/ES,相当于国标的Ra0.8,两孔间的平面度要求小于0.03mm。为了避免变速箱壳体与后盖之间发生泄漏,图3中变速箱壳体后端面的平面度要求小于0.03mm,为了避免二轴轴承损坏或变形,对图3所示的φ75.01的孔,公差只有0.019mm。
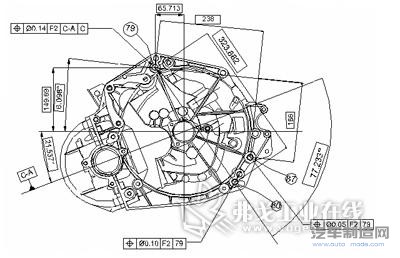
图2 离合器壳体截面
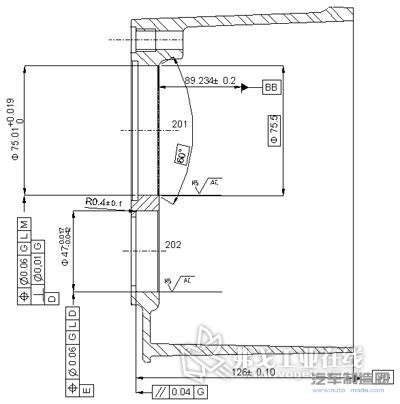
图3 变速箱壳体截面
MA壳体类零件的直线式自动生产线
1. MA壳体直线式自动生产线
20世纪90年代神龙公司一期项目MA变速箱壳体类零件的加工是由不同专机组成的两条自动生产线(见图4),即MA离合器壳体总成和变速箱壳体自动生产线,分别只能完成MA变速箱壳体和MA离合器壳体+中间板的加工。其中,MA离合器壳体总成生产线有10个加工单元,10套完全不同的夹具系统,变速箱壳体有5加工单元,5套完全不同的夹具系统,分别在机床两侧呈一字排开。自动线中间是一条贯穿全线的输送带,完成零件的输送,其动作流程为抬起→输送→落下→返回。自动线两侧的各工位,都以输送带为指挥棒,分别完成各自的加工内容。动作流程大致为快进→工进→加工完成→返回原位。

图4 MA变速箱壳体机床自动生产线
2. MA壳体直线式自动生产线的特点
MA变速箱壳体类零件自动生产线的突出特点是,加工工序简单,机床维修方便,同时多工位同时加工,故加工节拍短。但机床占地面积达到2039m2,机床的机械维修成本较高,如每个工位都需要1~2个电机、丝杠、滑台、导轨、减速箱(数控工位除外)及1套夹具等。目前,这两条自动线只能完成3种基本类似的离合器壳体和1种变速箱壳体的加工,两条自动线的节拍分别为1.10min,但是设备的固定时间(TIM)却分别高达37.58min和13.98min。虽然整线节拍时间短,但是设备的固定时间较长,单机的加工效率低,并且限制了加工的柔性。
3. 滚动发展的需要
上述两条MA自动线的产能达到了22万辆,这种自动线适用于单一品种大批量的加工,不适合多品种的柔性加工。从2005年开始,神龙公司采用了滚动发展的模式,新增的BE变速箱壳体类零件的品种数多达13种,并且零件间的差异大,产能需求不到十万。采用自动线投资的方式,势必导致要投资多条自动线,占地面积大、投资成本高且产能过剩,不适合神龙公司滚动发展的需要。
随着自动化技术的不断发展,高速加工中心很快成为汽车行业技术装备中“价廉物美”的抢手货。目前,汽车行业竞争格局使人们更倾向柔性生产系统,高速加工中心软硬件的构成使其加工换型快、柔性强;分段投资、滚动发展,可适应产能和品种变化;一次投资,长期受益,从而突破了汽车生产中“经济规模”的传统观念,实现多品种、中小批量、高效生产。
为了适应BE壳体4种类型13种零件的加工,神龙公司采用了高速加工中心,很好地解决了BE壳体类零件加工的柔性和产量、投资与更新的矛盾,满足了神龙公司目前多品种、产能适中及少投资滚动发展的要求。
BE铝合金壳体加工工艺
1. BE铝合金壳体的加工生产线
在满足生产纲领的前提下,对13种铝合金壳体的加工,从生产线的占地面积、人员的配置、设备的投资、物流、生产组织以及将来的产品规划等方面进行综合分析,最终结论是采用柔性生产线更经济、高效。
神龙公司在2005年与法国COMAU公司联合设计,采用了3台卧式加工中心、1台清洗机、1台打标机和1台拧紧机,完成BE变速箱总成上四大类铝合金共计13个品种零件的加工,工序间的物流采用重力辊道。该工艺方案简单可靠,在国内,是高速加工中心应用到变速箱壳体零件高效柔性加工的典范。BE壳体类零件的加工阵地的占地面积只有768m2,生产线的平面布置见图5。
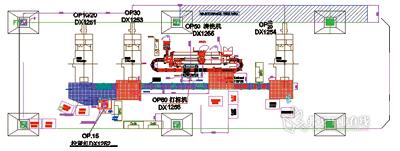
图5 BE变速箱壳体类零件加工平面布置
目前这条线变速箱壳体+桥壳的节拍为2.795min,设备的固定时间只有2.795min;离合器壳体总成+差速器半壳的节拍是3.25 min,固定(TIM)时间只有6.5 min。整线的节拍能满足产能的需求,比单机的加工效率提高了6~7倍,由于其高的切削速度、进给速度及短的换刀等辅助时间,使生产效率较高。该生产线由同一种机型构成,易于掌握,便于维修及备件准备,可保持高的设备完好率。
2. BE铝合金壳体的加工工艺流程
神龙BE四大类变速箱壳体零件的工艺流程见图6:离合器壳体+差速器壳体半壳共用两台加工中心(DX1251/DX1252),变速箱壳体和BE桥壳共用一台加工中心(DX1254),分别完成平面的铣削、孔系的钻孔、镗孔和攻丝。
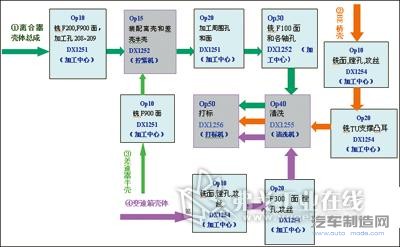
图6 BE铝合金壳体的加工工艺流程
3. 高效的工艺参数
在神龙公司BE壳体线上,金刚石(PCD)、立方氮化硼(CBN)、硬质合金等刀具材料已占98%以上。铣削的切削速度为3768m/min,进给速度为12000mm/min;钻削的切削速度500m/min,进给速度为4743mm/min。在自动线上,MA壳体铣削切削速度只有864m/min,进给速度为1500mm/min;钻削的切削速度为80m/min,进给速度为400mm/min。
从表中可以发现,加工同样材料的铝合金壳体,高速加工中心和普通机床相比效率更高,切削速度是普通机床的2~8倍,进给速度是普通机床的4~10倍。高效的加工参数需要高的切削液压力,从表可以看出普通机床的切削液压力只有0.4MPa,而高速加工中心的切削液压力高达7MPa。

设备的选型
1. 法国COMAU高速加工中心的特性参数
URANE25高速卧式加工中心是从法国原装进口的设备,该线选用了URANE 25三台卧式高速加工中心,机床的最高转速达24000r/min,X、Y、Z三轴的快移速度可达到100m/min,定位精度0.004mm,重复精度0.002mm,加速度达到10m/s2;换刀时间(屑对屑)为3.7s (到15000r/min),X、Y、Z轴的工作行程为800mm×700mm×400mm。加工中心采用液压夹具,自动夹紧,每个夹具配备探测头用于探测夹具上表面的几何尺寸(基准面)。机床顶部两侧配备两个高速旋转刀库(共48把刀位),另配有Watt Pilote System 作为刀具监测装置,可随时对正在加工的钻头及丝锥类刀具的磨损及非正常破损状态进行监测,还有RENISHAW检具在线检查毛坯加工余量及补偿等功能。
2. BE4变速箱壳体类零件的设备选型
该项目采用的URANE25卧式加工中心选用了高性能的电主轴、高速的进给系统;配置了速度快、稳定性高的控制系统;采用了精确的刀具编程,高速、高刚性且同心度高的刀具系统,以及快速、精准的装夹系统,保证了神龙BE变速箱总成薄壁壳体类零件的高精度要求。
高速加工中心在BE4变速箱壳体零件加工中的应用
1. 高速主轴的应用
高速加工中心主轴转速一般定在16000~46000r/min之间。最佳的结构方案为内装直驱动式电主轴(见图7),在应用中无需拆卸、保养和调正。主轴转子安装在复合陶瓷滚珠轴承上,采用三点支承方式来保证较高的动态刚性和精度。在定子和转子轴承四周有专门水冷系统以吸收发热。
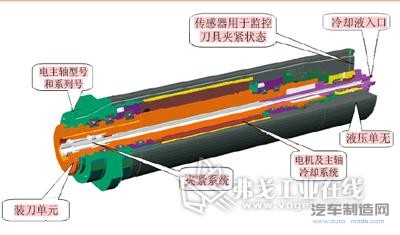
图7 电主轴结构示意
高速加工中心由于其高的主轴转速、进给速度及进给加速度,因此要求其结构设计具有高的静态刚性和动态刚性。为此,将液压装置与主轴分离放置,设备结构完全是热对称的,避免了因热变形使主轴与工件的位置偏移。为防止作为重要热源的切屑引起热不平衡,通过高达7MPa的切削液和设备独特的结构设计使切屑不在被加工工件及托盘上停留,并且通过在Z轴罩两侧的螺旋式排屑输送器将切屑快速排到切削液箱,从而使切屑引起的热影响最小。各轴测量都在推力中心进行,以得到精确的测量结果及位置重复精度最大的稳定性。
URANE25采用了德国KeSSler公司的电主轴,保证了高速加工中心的刚性和热稳定性,实现了无中间环节的直接传动,传动部件减少,可靠性更高,主轴功率为20kW(S6-60%)。
2. 高刚性三点支撑床身
该高速加工中心采用坐标镗床式的三点支撑床身,通过有限元分析方法(FEM)进行高刚性的结构设计,保持高刚性及稳定性,以在最大移动速度甚至需要进行强力切削和多次定位移动的加工中,都能达到刚性的最优状态。
3. 高速进给系统
URANE25采用了西门子直线驱动电机,海德汉全密封式可做速度和绝对位置检测反馈的直线光栅尺,直线电机的成熟应用使高速加工中心在效率、精度和实用性方面翻开了新的一页。直线电机为非接触直接驱动方式,移动部件少,无扭曲变形问题。直线电机具有高加速度和减速特性,加速度可达10m/s2,进给速度是传统的4~10倍。
4. 高速稳定的CNC控制系统
URANE25的数控系统采用了西门子PCU50单元,WinXP软件环境。为保证高精度和高光洁度,在CAM计算机辅助设计中,用点逼进法来加工圆弧,这样产生的NC程序多达十几兆到几十兆,这就需要控制系统要有1s内处理5 000~10 000条数据的能力,否则机床会在加工到尖角位或转弯位停顿,甚至死机。
5. 高速的切削刀具系统
目前,神龙BE4变速箱壳体生产线90%的刀片采用聚晶金刚石材料(PCD)。由于刀具切削部分的几何参数对切削效率的高低和加工质量有很大影响,我们采用的刀具前角比普通切削时小10°,后角大5~8°,主要是防止刀尖处的热磨损。主、副切削刃连接处应采用修圆刀尖或倒角刀尖,以增大局部刀尖角。增大刀尖附近切削刃的长度和刀具材料体积,以提高刀具刚性和减少刀具破损率。
对于镗刀片采用聚晶金刚石(PCD)刀片,铝合金变速箱壳体类零件的进给速度可达12000mm/min,转速可以达到23800r/min,
高速切削要求刀具要有很好的刚性、动平衡性、安全性、适配性及操作性,对刀具材料、刀具-机床接口及刀具-刀柄接口提出了更高要求。在刀具-机床接口方面,传统的7:24锥度如BT、ISO刀柄只有锥面定位,高速切削时暴露出刚性不足、受离心力影响大、重复精度不稳定、动平衡不好及快速换刀不便等缺点,逐渐被HSK所取代(见图8)。由德国阿亨大学开发的HSK短锥刀柄(1:10),是刀具-机床接口的一次飞跃,其采用锥面+端面双重定位,轴向定位精度比7:24刀柄提高3倍,径向跳动精度提高2~3倍,HSK的静态和动态刚性都非常强并且能够安全、高效地传送扭矩。BE4壳体线采用的刀具与机床的接口就是HSK63。在刀具-刀柄接口即刀具夹头方面,热缩夹头已在BE4壳体线的钻孔、镗孔和铰孔刀具中使用。

图8 刀柄的接口
6. 高效换刀及交换工作台
在加工中心的一个切削循环中,换刀时间及交换工作台时间往往占的比重较大。在传统的非高速加工中心上,换刀时间(屑到屑)达14~20s左右,交换工作台时间则需3min,甚至更长时间。而高速加工中心的换刀时间(屑到屑)可达到3.5s左右,交换工作台时间则可减少到7s,且每个工作台具有精密鼠压盘分度机构,以确保精确的360°等分分度。
7. 高速加工中心温控系统
为了改善高速加工中心的热特性,URANE25采用了温控循环水来冷却电主轴、主轴轴承和直线电机,空调分别冷却液压油箱和电气柜。此外,还采用了低膨胀系数的铸铁来作高速加工中心的主轴箱体,以减少主轴的热伸长和部件的热变形。为了尽量减少外部热源的影响,对夹具、工件等采用恒温切削液进行冲洗、冷却,对刀柄、刀具采用高压内冷结构。
由于四季变化,厂房环境和机床的温度会出现一定差异,从而导致壳体类零件的位置尺寸漂移。为此,URANE25机床内部配置了一个温度补偿系统,可根据现场测量出的温度补偿孔系的位置精度,但该温度需要人为设定。
8. 高效的夹具系统
刚性好、稳定的夹具对于高速加工的精度和刀具寿命非常关键,如果工件夹不紧,加工时就会崩刃、打刀,如果夹具刚性不够,加工时则会震颤,产生划痕,影响表面质量。为此,3台高速加工中心上所有工件的夹具一方面设计了检测零件是否夹紧的气密检测系统,另一方面合理规划了夹具的结构,局部地方增加了夹具的刚性。所有夹具均为液压夹具,为保证夹紧力的均衡和稳定,液压站配置了空调,以确保零件的质量。
采用高效的液压夹具安装定位后,可以快速准确地确定工件与机床、刀具之间的相互位置,工件的位置精度由夹具保证,不受工人技术水平的影响,其加工精度高而且稳定。同时,显著减少了辅助工时(装卸工件的时间),提高了工件的刚性,使切削用量加大。在3台高速加工中心上,我们使用多工位夹具装夹不同状态的工件,并采用高效夹紧机构,这些均有利于提高劳动生产率与安全性。
9. 较高的设备利用率和通用性
传统自动线综合利用率一般都不超过0.7,当其中某工位发生故障时会造成全线停顿。高速加工中心可在每个“加工岛”上并联安排同类设备,当某台出现故障时,另几台仍可继续加工。标致-雪铁龙集团的有关资料显示,这种柔性生产线的综合利用率可达0.82以上。此外,高速加工中心具备高速加工和通用机床合二为一的优越性,实现了通用化、系列化和模块化,使得项目准备周期短,正常运营后维护方便,投资相对节省。
结语
不少人认为高速机床就是高速加工,实则不然,高速加工中心是否高速取决于刀具直径、刃齿数及零件表面状况等。其优点是高速、高效、高精度、高柔性、高利用率和通用性好;高速加工中心的关键技术是高速主轴系统、高速进给系统、高速CNC控制系统、高速刀具系统和先进的温控系统。神龙公司针对变速箱壳体专机刚性生产线柔性较差的弱点,采用了3台高速加工中心组成柔性生产线,实现了变速箱总成铝合金壳体类零件的高效柔性加工。
- 下一篇:冲压生产线CRA模式优化大幅提升效率
- 上一篇:超级氮化物涂层刀具大幅提升生产效率
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37