
优化发动机缸盖生产线工艺设计
微信公众号

发动机生产线规划是一项系统性很强的工作,同时也是一门基于经验的学问。在实际操作中,大量新技术的运用,对管理者及操作人员的素质、工厂运作的水平都有很高的要求。
回顾身边的生产实例我们不难发现,很多失败的例子都是由于生产线选型失误、设备选择错误造成的,从而导致生产效率低、运行成本高。由此可见,发动机生产线早期规划是项目成功与否的关键,合理选择生产线的类型至关重要,它会直接影响到后续生产线的利用率和适应产品更改的能力。下面就以我公司某发动机缸盖加工生产线的工艺规划为例,谈谈如何利用新技术和新工艺,优化工艺设计思路,减少人员数量和降低工人的劳动量,达到提高生产效率的目的。
众所周知,大多发动机的缸盖都为薄壁铸铝件,铸造应力集中,时效时间较长,加工变形量大,因此,导致缸盖加工工艺比较复杂,涉及的技术领域较宽,需充分掌握好各种工艺技术,合理安排好各工序。优化缸盖生产线规划,选用高效的加工设备和高速切削工具等一系列措施,不仅能够有效保证产品质量,而且能够有效地提高生产效率。
根据缸盖的工艺特点和生产线工艺方案,缸盖生产线常规的生产工艺流程为:毛坯上料→探测、铣进排气面、加工定位孔→顶、底面及孔系加工→前后端面孔系加工→挺杆孔、导管阀座底孔加工→中间清洗→试漏→气门导管、阀座压装→燃烧室面和喷油嘴孔精加工→进、排气导管阀座精加工→清洗→装配→凸轮轴孔等的精加工→最终清洗→压装碗形塞、试漏检测→打号→外观检查、下线。
在对该缸盖生产线进行扩产工艺设计时,为了提高劳动生产率和产品质量,相对于原有缸盖生产线,我们主要从以下几个方面进行了工艺设计优化。
设备布局
我公司对新缸盖生产线的工艺设计和设备布置打破了原有缸盖生产线直线布置的思路,按照C型布置。这样使得粗加工和精加工的机床相对集中,辅机也相对比较集中。原来一人最多只能操作4台加工设备,现在可以操作6台设备,减少了操作者的数量和疲劳强度,也减少了操作带来的失误。设计时,尽可能地缩短机床之间的间距,缩短生产线的长度,从而减少操作者的行走时间。不仅如此,整线将所有工作区域设计在同一个操作高度,尽量避免机床与机床之间使用上下台阶或不同高度的踏脚板,减少了操作工上下台阶的时间。同时,对所有加工设备,利用非机动辊道,采用人工沿着辊道送料至交换臂,再由交换臂送到机床夹具上。相对于原有生产线,避免了操作者从辊道到机床夹具的工件搬运,也减少了工人穿越辊道的行走路程,大大降低了工人的劳动强度。原有生产线和新生产线的设备布置方式见图1和图2。

图1 原生产线平面布置示意
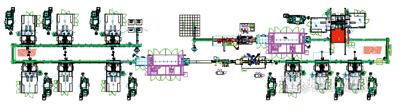
图2 新生产线平面布置示意
从两种生产线的设备布置可以看出,新生产线的布置更具优势,便于生产组织和人员安排,极大地提高了生产效率。两种生产线布线方式对比见表1。

专柔结合
目前,生产线的选型主要有两种形式:专机自动线和柔性CNC加工线。几年前,选择专机线或柔性线主要考虑的依据是产量和产品的变化。通常,大批量且较成熟的产品采用专机线,中小批量或产品存在潜在变化较大的选择柔性线。柔性生产线与专机组线特点的对比见表2。
我们在对该缸盖生产线进行工艺设计时,在保证该产品生产的同时,不需要调整夹具,仅通过更换部分刀具,就能够满足其他几种缸盖的生产。粗加工采用高速加工中心,以适应多品种缸盖的加工,提高了工作效率。而气门阀座、导管及凸轮轴孔的精加工工序在缸盖加工中属于非常关键的工序,如采用加工中心,工件精度的一致性很难长期得到保证,且为保证其均匀一致性所要开展的质量管理也将是一项非常复杂的工程。为此,我公司在该种缸盖的气门阀座、导管的精加工工序上采用了德国标准化设计的柔性专用机床,正好满足了中等产量的要求。这种柔性专用机床结构简单,无需像加工中心那样进行刀具交换,只需进行初期的调整就可确保机床的加工精度。尤其在座圈导管的精加工过程中,加工中心需要两种粗精加工刀具,第一把刀具粗加工座圈和导管的引导孔,第二把刀具精镗座圈和导管,这样难以保证同轴度等精度,采用柔性化专用机床可有效克服以上问题,且加工质量非常稳定。
高速双主轴切削技术
设备与工艺的发展总是互相促进,高速切削工艺技术正是在高速切削所需要的高速切削机床和高速切削刀具大力发展的推动下应运而生的。目前,高速切削技术作为新工艺,在发动机制造行业得到广泛应用。高速双主轴加工中心正是为满足汽车制造业高效率的要求而开发的新产品,其可以同时加工两个工件,成倍地提高了加工效率。我公司该缸盖生产线的设备采用了德国制造的双主轴高速加工中心,配备相应的高速切削刀具和复合刀具。在降低初期设备投资成本的同时,也减少了设备的占地面积,并极大地减少了操作者的数量,提高了劳动生产率。
以车代镗的阀座加工工艺
气门座圈的加工难点在于内孔的几何形状复杂,有多段圆弧与多段锥度、多段直孔的复合。为了获得一个宽度恒定的工作锥面,特别是交线处的尺寸公差与位置公差更难控制。在镗加工方式下(见图3),由于座圈是高硬度材料(HRC50-58),切削余量较大,刀刃的磨损较快,刀刃的切削部分会出现凹弧型,而这种刀刃磨损的轮廓会复制在座圈的密封锥面上,加工后座圈的工作锥面就出现凸弧形,随着刀具的磨损,弧形变的越来越明显,座圈的密封性变得越来越差。为保证座圈工作锥面对导管孔的跳动、锥面的表面粗糙度、导管的直线度,减少工序成本,提高生产效率,座圈的锥面在缸盖扩产时采用车刀进行车削加工方式(见图4),刀刃是随着滑板的移动来加工的,刀片的刀刃磨损很均匀,不会出现弧形的密封面,可以避免镗削工艺出现的一些缺陷,从而减少了调刀次数,提高了加工效率。同时,该缸盖的座圈和导管孔的相对精度采用专用检具进行测量,并对座圈的工作锥面进行密封性验证,更好地监控该产品的加工质量。

图3 镗刀加工方式
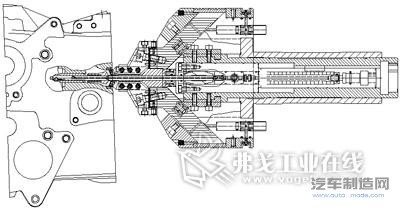
图4 车刀加工方式
辅机柔性技术
在对该缸盖线进行工艺设计时,为了提高生产效率,我们对所有辅机的柔性也进行了设计的技术创新。如中间和最终试漏机(见图5),针对挺杆孔和主油孔的位置差别较大、密封点较多等现象,由于几种产品存在较大差异,两台设备均采用快换夹具方式进行多种产品切换试漏,切换时间控制在5min之内。又如座圈导管的压装,也是根据几种产品的导管座圈角度不同而进行柔性设计的,只通过更换部分工装和压头,即可实现三种产品的混流生产,切换时间控制在0.5h之内。同时,该设备采用TOX气液增压缸作动力,结合立式结构压装布置,不仅大大缩小了设备的占地面积,也大幅降低了动能的消耗。另外,该线的部分辊道采用PZR辊道,能够有效地保证辊道上的工件不会见面,避免了常规辊道出现的工件之间的磕碰和辊道对工件传输面的划伤,从一定程度上也节约了动能的消耗。

图5 试漏设备的快换夹具
综上所述,我公司该缸盖生产线在工艺设计时,通过对原有生产线工艺的优化,不仅减少了人员数量,降低了劳动强度,大幅提高了劳动效率,而且提升了产品的质量。因此,在生产线规划、选择生产设备时,降低生产运行成本,其决定因素是工艺设计。工艺设计是质量、成本和效率的龙头,采用好的工艺设计也相当于为企业创造了效益。
- 下一篇:重卡装配线分段化的优点
- 上一篇:有限元方法分析的极限
-

“锂”想万家——比亚迪叉车在家电行业“大放异
2025-04-28 -
2025上海车展丨五菱工业解码”智造DNA”
2025-04-27 -

柯马签订具有约束力的协议收购 Automha
2025-04-17 -

高效协同新范式:比亚迪叉车领创智能搬运革新
2025-04-17

编辑推荐





最新资讯
-
“锂”想万家——比亚迪叉车在家电行
2025-04-28 10:02
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22