
涂装机器人控制系统实现高效、环保
微信公众号

涂装站,特别是机器人涂装站,为了实现自动化操作必须配置大量的控制设备,这些设备通常分为4类:站控制器、安全控制器、单个的机器人控制器和工艺装备控制器。站控制器一般以PLC为基础,协调控制涂装站的整个生产过程,并负责与外部环境相互通信。该控制器接收被涂装车辆及所需漆的有关信息,向有关机器人发出相应的工作指令。站控制器还要收集外围设备的各种信息,如输送装置和工艺装备的信息、防火信息等,然后分析这些信息,控制相应的操作。安全PLC顾名思义用于采集和处理有关安全方面的各种信息,这里所说的安全主要是指人身安全,这些安全措施是通过包括涂装站出入口光幕帘、门的接触以及紧急开关等设备来实现的。一旦发出一个这类报警信号,涂装站必须立即进入安全状态,而当报警状态排除后要求涂装站还能从断点起继续工作。机器人控制器主要负责控制机器人的动作,设置触发装置。工艺装备控制器实现了工艺过程参数化,在某些特定情况下(如在接缝密封和车体下面的密封过程中)往往需要采用对工艺过程的单独控制,因为常规机器人在控制器中并不具备工艺处理的功能。
EcoRPC控制器的特点和应用
如今,在机器人涂装站中要布设大量的控制硬件和线路。在此举两个例子:第一个例子是,一个汽车内表面涂装站带有4个喷涂机器人和6个操作机器人,操作机器人负责在喷涂过程中打开和关闭汽车的引擎箱盖、行李箱盖和车门,需要配置1个PLC控制器和10个机器人控制器。第二个例子是,一个接缝密封涂装站带有4个机器人,同样需要配置1个PLC控制器、4个机器人控制器和4台工艺装备控制器,这些工艺装备控制密封材料的状态和流量,所以需要几乎同样多的设备。而且以上两种涂装站都还要配置所谓的测控装置,以准确确定车身的位置和设备操作的位置,测控装置一般需要进行单独的控制。
随着生产的发展,人们考虑可否对这些控制器进行集成简化,来降低设备的复杂性和节约生产成本。现在最新的计算机技术使这一设想成为可能。杜尔公司以工业控制PC机为基础开发出了最新的EcoRPC控制器,它具有多机器人和多工艺过程控制的功能。具体来说,这种控制器最多能同时控制4个机器人或4种不同的工艺过程。图1是一个引擎箱和行李箱内面涂装站的布置图,这个机器人涂装站有2个喷涂机器人和2个操作机器人,按传统控制技术则需要配置4个控制器。如果采用这种新产品,只需2个控制器就可以了,相当于减少了一半所需的硬件设备。图1中,开关箱盖的操作机器人悬挂在一个高架的轨道上,喷涂机器人和操作机器人之间叠架着工作,这与传统的布置方案相比可以节约空间,而且更具灵活性,喷涂机器人和操作机器人的运动不再受到相互的限制。

图1 对车体的引擎箱和行李箱进行内面喷涂的机器人涂装站
效率提高的关键在于明显缩短了处理器的运算周期。这种特性在服务于多机器人、多工艺过程控制的同时还带来很多其他优势,工艺过程控制的周期现在也明显缩短了,提高了整个控制系统的可靠性。例如系统可以迅速检测到涂料输送管压力过高,及时停止计量泵的工作,以防止涂料输送管发生爆裂,从而避免了因管道更换清洗而带来的麻烦。此外还可以使装配工作更好地同步和协调,这对那些高速的工艺过程和需要精确定位或定量的过程尤其重要。前文提到的密封过程就是个例子,有时操作速度高达1000mm/s,而且要求极高的精确度。例如在密封尾灯接缝(见图2)时,对密封层的宽度和厚度均有很严格的要求,否则在后面的尾灯安装工序中将出现问题。在此举一个例子说明高控制精度的重要性:对车门的双弯边焊缝进行密封(见图3)是车门装配的一个重要环节,而且是在车门关闭的状态下进行的,此时要用一种特殊的喷嘴插入门缝,从门的里面对焊缝进行密封。这个操作对密封材料涂覆的外观质量要求非常严格,因为焊缝距门的边缘非常近,密封材料涂覆的位置或形状稍有偏差就能看出来。通过这些例子我们能看到,这类工艺过程如果不能把机器人的控制和工艺过程控制非常好地同步起来是根本不可能实现的。

图2 汽车尾灯接缝密封的模拟过程(左)和实际效果(右)

图3 在车门关闭的状态下对门的双弯边焊缝进行密封
EcoRPC控制系统的另一个特点就是能进一步提高生产效率。如今车辆的跟踪识别是在机器人控制器中进行,而不是像以前在PLC控制器中进行,各种控制程序和数据都可以事先存储到机器人控制器中供随时调用,不需要加工前在现场加载程序和调整数据,从而节约了生产准备的时间。
这种新的EcoRPC控制系统已经应用于很多项目中,而且通过了防火安全的检测。目前在接缝密封工序中使用的不同厂商提供的机器人都采用了EcoRPC控制技术,把机器人的控制和工艺过程控制集成到了一个平台上。现在第一个全面采用EcoRPC系统控制所有机器人的新涂装工厂已经顺利投产,这个工厂属于意大利一家著名的汽车制造商,他们20世纪60年代生产的车备受青睐。该厂的PVC和油漆涂装生产线的机器人和工艺装备全部是由杜尔公司提供的,其中2个机器人应用于汽车底面的密封工序,另有20个机器人应用于车体的内外面底漆和色漆的涂装。在内面涂装工序中,采用了“静/动”工作模式,同时另有10个操作机器人配合工作。该厂采用了这种技术后生产量大大提高。杜尔公司已为该厂提供并安装了一套新的底漆和色漆的涂装生产线,带有6个喷涂机器人和其他操作机器人。
EcoScreen 3D-OnSite系统使人身临其境
现代化的、高效的机器人控制器还需配备先进的、操作方便的编程系统。EcoScreen 3D-OnSite三维在线工作系统(见图4)由杜尔公司开发,采用了三维视觉化技术,可以对机器人控制器进行编程、参数设置和可视化操作。系统能够在线编程,即可以在生产过程中进行编程和调整,也可以离线编程,可以先在车间办公室里进行编程和试验,然后通过以太网与机器人控制器相互通信,保证了数据上传和下载的高度可靠性。该系统具有丰富的功能,实现了以前只有离线编程系统才能完成的任务。系统可以按照RRS标准(Realistic Robot Simulation)进行机器人工作的模拟,进行可行性分析、干涉检测、多机器人(最多可达到16个)/多任务模拟仿真、自动规划加工路径、优化程序和进行视频记录等,数据库管理器还具有进行全面的数据管理的功能。此外,还有一个自动诊断模块对设备的维护工作非常有益,可以快速对一个或多个机器人控制器的信号进行同步监测、记录和存档。自动诊断模块提供了大量的工具以便对数据进行可视性分析,寻找故障原因或作其他分析处理。整个系统设置了一个SQL数据库,可以长期储存各种数据文件。

图4 EcoScreen 3D-OnSite三维在线工作系统具有丰富的功能
如今的计算机技术增加了对运动过程及工艺过程模拟仿真的可能性,最大的原因是由于产品的生产周期越来越短,而且由于时间和成本的原因逐步放弃了对生产模型的依赖。离线编程系统早就具备为机器人编制程序的可能性,现在这种系统已经可以集成到机器人控制器中了。
目前工艺过程模拟技术需要解决的主要问题有:浸涂槽中的液流形式是否得到优化,以使得新鲜的工作介质均匀接触到车体的各个部分;车体在烘箱中是否加热均匀,是否都达到所需要的温度以保证涂装材料能均匀分布;涂装室中的层流是否正常,会不会出现紊流现象,使粉尘弄脏被涂装的车体。在规划一个涂装车间时,事先对生产物流的情况进行模拟分析是必不可少的,以确定实际生产的一些重要指标,如生产量、加工周期和存放车体的仓库面积等。在不久的将来,各种模拟过程还可以相互链接起来,构建成一个三维的模型,然后经过图形软件处理后采用投影墙技术显示出来(见图5),使人有身临其境之感。这样投资者就可以先“进入”自己未来的涂装工厂进行一番考察,然后再决定是否真的开工建设。可以说,数字化工厂已经离我们越来越近了。
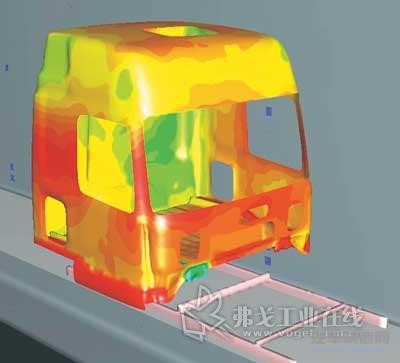
图5 模拟分析卡车驾驶舱在烘箱中的加热过程
- 下一篇:物料安灯系统助力精益生产
- 上一篇:RFID助理汽车物流智能化
-

杜尔中国海外项目-Stellantis 集团摩洛哥盖尼特
2025-03-20 -

杜尔为比亚迪欧洲首家工厂提供可持续喷涂设备
2025-01-14 -

绿色足迹 未来启航 | 杜尔中国如何为可持续发展
2024-12-13 -

杜尔为Stellantis集团建造节能涂装车间,可实现
2024-11-22
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37