
物料安灯系统助力精益生产
微信公众号

物料安灯系统可以在质量安灯系统的基础上建立起来,它是通过在生产工位旁安装一定数量的物料呼叫请求按钮,在车间现场和物料存储区设置信息显示板,实时反馈生产线上的物料呼叫请求,并指示和分配送料任务的一个辅助系统。通过共享网络、数据服务器等硬件系统,达到降低投资成本,并最大可能发挥效益的目的。物料安灯系统的整个流程:对物料按照装箱数多少进行一定的分类,不同大小的物料采用不同的呼叫方式。只要流水线旁物料剩余量达到触发条件(即最低剩余量时),及时发出物料需求呼叫,通过网络传递到数据服务器,由系统处理并自动分配给适合的物料配送人员,物料配送人员及时组织物料配送上线,完成配送后,将对应的呼叫信息进行复位,完成一次配送;系统会实时记录下每一次物料请求发生的时间、地点以及对物料请求的响应情况,并对此进行分析。
系统硬件配置
物流安灯系统按照功能和实现方式不同可以分为有线和无线两种:有线式安灯系统全部信息传递都通过遍布车间的有线网络来实现;而无线式安灯系统,信息的传递是通过无线网络、无线通信来实现;介于这两种方式之间,也就是既有有线网络、也有无线网络的,我们称之为准无线安灯系统。限于篇幅的关系,这里仅对准无线安灯系统进行阐述。准无线物料安灯系统的网络拓扑结构如图1所示。
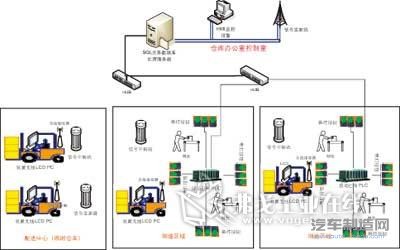
图1 准无线物料安灯系统网络拓扑结构
由于工位位置相对固定,工位物料呼叫按钮到料库服务器计算机之间的信息传递,我们采用有线网络的方式;而配送小车(包括铲车、牵引车)在车间各处移动送料,因此从配送小车到系统服务器之间的信息传递,我们采用无线网络的方式。系统分为三层结构:
1.线边呼叫按钮
流水线边,对一些比较大件物料配备呼叫按钮,每个按钮对应一种物料。现场按钮链接到附近设备中已有的PLC,并通过该PLC进入车间原有的网络中;这样既达到了联网目的,又最大限度地利用了车间原有设备,降低了系统的投资成本。
2.配送小车信息接收和监视终端
每辆物料配送小车均配备一个监视终端设备(一般用工业显示器)和一套无线信号接收装置。
3.料库区配备数据服务器和监控报警系统,并增加无线信号发射设备
主要完成物料呼叫、数据处理、信息发送和接收、数据整理和存档等相关功能。
这样的准无线安灯系统架构的好处是,既保证了工位到料库之间信息传递的稳定性(有线网络的信号稳定性要远远大于无线网络),又兼顾了送料小车移动接收信息的功能,可以说是最完美的配置。
信息传递的过程是这样的,通过人工揿动线边物料呼叫按钮、或者系统自行判断线边剩余物料到一定的数额,触发物料需求,通过有线网络传递给服务器,服务器端系统将信息进行归类整理,并自动分配给合适的物流配送人员,将信息通过无线网络传递到配送小车,并自动显示在配送员前面的屏幕上,配送员通过点击触摸屏上相关条目,响应呼唤并及时将物料送达指定位置,再次点击相关条目,关闭该条配送请求,完成一次完整的配送。
物料呼叫、配送规则
在确定配送规则前,需要将车间物料进行分类,一般情况下,可以按照以下情况进行分类:大件物料:采用专用料架存放,单个料架存放零件低于30件的,通过在现场设置按钮来进行呼叫;小件物料:采用通用料箱或塑箱存放,每个料箱零件数30件以上的,通过系统自行判断消耗数,并自行发出物料呼叫信息进行呼叫,不需增加呼叫按钮。
对大件物料的配送规则:采用按钮呼叫的方式,在车间流水线旁设置呼叫按钮,每一个按钮对应一种物料,并挂上一张该物料的看板卡明示(见图2),卡片上标示出该物料的零件号、零件名称、内库库区位置、供货外库、是否排序和流水线上的工位号等信息,并用一个大大的数字表示该物料在线存量的最小值;当物料用到剩余为这个的最低量时,操作工按下按钮,按钮灯由常暗变为常亮,并发出物料需求,该请求通过有线网络传送到料库区的数据服务器上,经服务器判断处理后,通过无线收发设备分配到各配有无线接收装置的配送小车上,并在小车终端显示出来,配送人员及时进行配送。

图2 物料看板卡
对于一般物料的配送规则:采用系统反推并自动触发呼叫的方式,通过流水线末端的产量自动计数器,系统判别某个零件线边消耗和剩余数量,当达到送料需求时,系统自动发出物料请求,并通过无线自动分派给相应的配送人员,并在配送小车终端显示出来,配送人员及时进行配送。
物料配送人员接到配送指令后,需要在小车终端上通过触摸屏进行响应,响应后线边安灯变成闪烁,配送人员立即对该物料进行配送;如果超过一定时间还没有完成送料,系统启动声光报警进行提醒,配送小车终端屏幕上也弹出提醒窗口,提醒配送员尽快配送该物料;并记录该次配送超时过程。
配送员顺利把物料送上线后,及时通过触摸屏对相应条目进行复位,复位后线边指示灯由闪烁变为最初的常暗状态。至此,一次完整的送料过程结束。
物料呼叫系统的实施
实施物料呼叫系统除了要增加以上的硬件设备外,物料管理方式也必须进行大的变革:首先对物料进行分类,并需要对所有物料建立基础数据库资料,主要包括以下一些内容:零件号、包装形式、包装数、外库位置、内库位置和线边位置、单车用量、是否驳运、驳运距离和驳运单程所需时间估算;如果需要料库区存放,车间料库区送到线边方式(铲车、牵引车)和所需时间估算等。
可以看出来,有了以上这些内容,才能完整制作出图3所示的物料看板卡,这也是物料呼叫系统完成的基础且必要条件。
物料呼叫系统不仅是一个辅助物料配送的实时系统,它也是一个提升物料管理水平的精益系统,有了这些数据,车间管理者可以非常清楚地获取物料库、现场的物料库存量,并以此为基础,对相关物料库存进行优化,尽可能地在保证车间正常生产需求的前提下降低在线库存,以达成精益生产的目的。
这里对实施物料呼叫系统后带来的效益进行了归纳,可供参考:提高物料配送的灵活性(系统提供物料配送请求通知);提供物料配送的及时性(在生产现场快需要物料时,发出配送通知);提高物料配送的准确性(系统只针对需要配送物料的地方发出配送请求通知);提高物料配送的效率,减少人为在现场巡视时间;通过拉式配送,大大减少生产现场在线库存,降低生产成本。(只是在线料快用完时,系统才发出配送请求);通过柔性拉式配送,能满足多种车型在车身车间的混线生产模式;通过拉动式供应,能得到比较准确的临时物料库准备料,减少临时物料库存量和物料总库量;减少在线物料库存、临时仓库物料库存;拉动系统延伸到外部物流时,也将大大减少仓库总库存,加快资金的流动性,减少资金积压;安灯系统能更大程度地加快送料工反应速度,加快配送流程,以上所有优点都将有不同程度的提升。
系统扩展
以上讨论的仅限于车间料库到线边的物料呼叫,并未涉及外库、甚至供应商的物料需求信息传递,其实这是远远不够的,降低物料库存的目的是要将整个物流供应链上的库存降低下来,而不是仅仅降低某个局部的库存。因此,需要将物料呼叫系统扩展至外库,甚至各零件供应商。
车间内库和外库之间的物料呼叫规则:内库安灯系统每产生一箱物料需求,服务器即时向外库送料系统发送信息,根据这些信息,外库系统在许可的时间范围内,可等待其他需求信息,并根据包装大小、配送货车尺寸进行模拟装箱处理,满一车后,立即进行组装,及时送往车间。
按照上面的思路进行报料、送料,可有效避免集中报料、集中送料而引发的车间内库卸货不及并堵车的现象;内库、外库在系统提示的帮助下,可顺利进行需求、配送的过程。但仍需加强沟通,避免沟通不及时引发的缺料并导致停产的严重问题。
物料外库和供应商之间的物料需求信息传递规则:每天或者一个固定生产周期内,外库将物料消耗数据整理并分发至相关供应商,提供给这些供应商安排生产的参考数据,并结合供应商获得的生产计划数据合理安排生产,及时发货至外库,保证不影响生产,并尽可能降低库存。
结束语
物料管理的精髓是:不断料、不呆料、不囤料。建立物流安灯系统的目的就是:通过拉动方式进行物料配送,推行及时供货;系统保存的历史数据提供产量依据,可切实从生产环节保证不断料;系统接收物料方式,可保证来料的可用程度,最大限度保证不呆料;通过系统拉动,可最大限度的减少在线库存 ,做到不囤料;拉动方式进行物料配送,减少物料配送工无目的性的空车巡视时间,提高劳动生产率。
车间内部物料配送采用拉动系统来实现,可以改善车间内物流运输,最大程度降低在线库存,提高物料配送效率,提升车间劳动生产率,更好地解决车间混线生产后物料需求和供给之间的矛盾。车间内库和外库之间采用物流系统,可以最大限度地降低外库囤料率,降低库存,降低成本积压;外库和供应商之间建立物流信息沟通系统,也可以给供应商的生产供货提供有益的信息参考,避免多生产、多送料和多囤料。
总之,物料安灯系统是一个综合性的物流管理系统,它不仅能提供物料配送及时信息,还能提供整个物流链上面的物料库存信息,给管理者进行精益生产优化提供了很好的决策基础。
- 下一篇:生产安灯系统的应用实例
- 上一篇:涂装机器人控制系统实现高效、环保



编辑推荐





最新资讯
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05
-
比亚迪发布2024年ESG报告 以技术创新
2025-03-26 16:44