
奇瑞·路虎捷豹轻量化之旅
微信公众号


江苏常熟,一座拥有3200多年历史的文化名城,奇瑞捷豹路虎常熟生产基地就坐落于此。近日,“铝行技奇瑞捷豹路虎全铝技术之旅”在这里开启。来自全国的主流媒体走进奇瑞捷豹路虎常熟生产基地,探访先进的全铝制造技术,探索奇瑞捷豹路虎完整、先进、高效的制造体系,印证其对中国汽车轻量化发展的推动。


国内首家专制全铝车身车间于2016年4月在奇瑞捷豹路虎常熟生产基地正式竣工投产,全新捷豹XFL是这个车间诞生的第一款车型,车身铝合金应用比率高达75%,居国内同行之首。

高端技术成就国内全铝技术标杆
奇瑞捷豹路虎常熟生产基地是捷豹路虎首个在英国本土以外的整车制造基地,被誉为“全球样板工厂”。奇瑞捷豹路虎率先在国内实现工业互联网与智能制造,通过整体的IT方案,覆盖从质量到物流在内的所有制造业务需求。

常熟生产基地的冲压、焊装、涂装和总装四大工艺车间拥有世界一流的技术及工艺。冲压车间自动化率达90%,拥有国内最快的伺服压机线,只需3秒便可出一个件;焊装车间用先进的设备和高度自动化确保焊接性能稳定;环保的涂装车间废水排放接近0,干式喷漆系统实现95%的空气可循环利用;总装车间采用国内首创的滑柱动态移动及定位技术,并采用严格的过程监控系统。质量中心配备领先试验设备,确保向消费者交付世界一流品质的产品。

捷豹路虎是全球全铝技术的领导者,捷豹是全世界铝合金造车技术最成熟、铝合金车产量最大的汽车品牌,奇瑞捷豹路虎将最先进、智能、环保的高端铝材技术引入中国,建立起国内首家专制全铝车身车间。全铝车身车间拥有全球最先进的技术和设备,自动化率达到100%,是国内汽车制造业全铝技术的标杆。

世界级工艺建设全铝车身车间
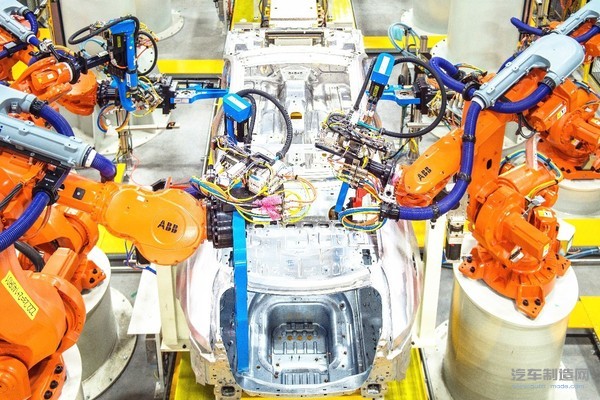
奇瑞捷豹路虎全铝车身车间占地面积48,384平方米,拥有335台机器人,其中自冲铆接机器人数量高达232套,为国内最多,实现智能全铝车身架构的100%自动化生产。
遵循全球统一标准,奇瑞捷豹路虎引入航空级的铆接胶合技术,这一技术不但解决了铝合金连接的难题,更大幅增加车身强度。铆接技术无需预留孔,通过伺服电机提供动力将铆钉直接压入待铆接板材,压力高达60-80KN。铆接板材在铆钉的压力下和铆钉发生塑性形变,充盈于铆模之中。通过这种方式打造的车身拥有更高的抗疲劳强度和静态紧固力。车辆遭受外来撞击时,使用铆接技术连接的车身能承受更长时间和更剧烈的碰撞。

铆接技术对机器人的使用要求更高。全铝车身车间的自冲铆系统由全球顶级供应商为奇瑞捷豹路虎量身定制,此系统铆接强度高,工艺稳定、为打造智能全铝车身架构提供保障。
通过与车身结构黏合剂的组合使用,车身连接强度可增大至单纯铆接强度的2至3倍。打造出轻盈、坚固的智能全铝车身架构。在黏合剂的使用过程中,先进的可视化涂胶监测系统,实时监测黏合剂的长度、直径、轨迹等关键工艺参数,以确保黏合剂位置的精准。
为全方位实时监测全铝车身的品质,全铝车身车间采用卓越的过程质量保证体系。在生产线上对每台白车身进行尺寸检验,记录在车辆生产记录中。

自冲铆接工艺拥有实时监测系统,确保工艺品质。此外,激光在线测量系统运用激光定位设备和摄像技术,将所拍摄的照片数字化后与标准件进行对比,这一工艺可将误差控制在0.2毫米以内;奇瑞捷豹路虎常熟生产基地生产的所有车身误差均精确到±50微米,且对所有组合面板和整车车身按一定比例进行三坐标分析,是车身尺寸精度控制的世界级典范。
为进一步确保产品品质,质量工程师还要对车身上的所有铆接点进行无损检测,以保证铆接可靠性;甚至进行车身破坏性检测,即将铆点分离后在金相设备下测量铆点相关参数,来评估铆接性能,确保为消费者提供全球统一的高品质产品。

领先科技打造智能全铝车身架构
奇瑞捷豹路虎的智能全铝车身架构相比同类钢结构车身,其静态刚度可增加20%以上,并带来优越的静音表现,将安全与性能融于一身。
为实现最佳车身性能,奇瑞捷豹路虎挑选不同系列、不同特点的高强度铝合金材料,应用于智能全铝车身架构。捷豹路虎与全球顶级铝材供应商诺贝丽斯共同拥有铝合金材料表面处理的专利技术,共同开发出RC5754高强度铝合金,RC5754的屈服强度达105-145兆帕,抗拉强度达220兆帕,因其在强度、耐腐蚀性、连接性及成型性等方面表现出众,在车身多处都得到应用。此外,该材料还可实现闭环回收。
AC600铝合金同样具有高强度的特征,其屈服强度为110-160兆帕,抗拉强度达到230兆帕,适用于车身加强件;AC300铝合金加入了镁,锶等元素,抗拉强度达到250兆帕,具有高强度、高吸能优势,用于防撞梁结构;AC170铝合金拥有柔韧性强的特点,适用于外板包边和侧围的覆盖件。

在此基础上打造出的智能全铝车身架构,要比同等结构的钢车身减重20%-45%,在强度、刚性、操控和环保等方便具有优势。同时,轻量化让车身拥有更多重量空间来分配复杂科技,实现近50:50的车身前后比重设计。
以全新捷豹XFL为例,车身铝合金应用比率高达75%,车身结构重量仅为297公斤,其一体式冲压侧围由一整块高强度6000系列的铝合金板材冲压而成,重量仅7公斤。同级别唯一的智能全铝车身架构为全新捷豹XFL带来更短的制动距离、更精准的操控、并最大限度的降低了整车的能耗和排放。

绿色工艺促进可持续发展
奇瑞捷豹路虎秉承可持续发展愿景,既要满足消费者的需求,也要迎接工业碳排放的挑战,在向消费者提供高端、高性能、精致、舒适的产品同时,显著减少碳排放。
全铝车身车间采用的自冲铆接技术为冷连接技术,车身连接处不会产生热变形,无飞溅产生,仅需气源,无需循环水冷却,整个过程无任何污染物产生,比传统焊接节能70%。遍布全车间的空调温度调节系统,确保铝合金材料保存质量的同时也提升了员工舒适度。
冲压车间采用的伺服压力机可降低15%能耗,并拥有专用铝余料回收系统,实现余料的100%闭循环回收。
此外,常熟生产基地内设置温度监控点、能源计量表等,对环境和能耗进行实时智能监控。
-

旭化成首战全球供应链管理大赛斩获佳绩
2025-03-03 -

旭化成授权斯尔邦高纯度碳酸盐生产技术,助力二
2024-12-13 -

华为尊界S800的座椅会有什么亮点?
2024-11-27 -
博世最新宣布裁员7000人
2024-11-06
编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42