
零点定位快换系统 挑起生产线智能化的重任
微信公众号

北京汽车动力总成有限公司是北汽集团成功收购萨博发动机核心技术资产之后组建成立的,由研发中心、发动机工厂和变速器工厂三部分构成,发动机产品排量涵盖1.5~2.3l,在产产品包括B系列发动机(B205、B235、B231、B185等系列产品)、A系列发动机(A150TD、A151NA等系列产品),匹配集团内A级、B级轿车以及SUV、越野车等产品。
北汽动力的成立是北京汽车股份有限公司加大自主创新力度和产业链建设布局的重要举措之一。为了应对北汽自主品牌突飞猛进的市场需求,并对产品加工质量和效率进行严格把控,于 2015 年年底决定建设全新的发动机生产线。“发动机缸体、缸盖加工难度高,投资大,外协厂家很难下决心持续投入,这势必影响加工质量。要把核心加工技术掌握在自己手中,才能不受制于人。” 北京汽车动力总成有限公司生产管理部副部长季永杰先生阐述了自主建线的初衷,“目前,我们的A系列发动机产品有两种,一种是自然吸气的A151NA,一种是缸内直喷增压的A150TD。为了兼顾经济性,我们选择两种型号发动机共线生产的方式,因此对生产线提出了更高要求,不仅要实现自动化加工,还需要具备合理的柔性化。”
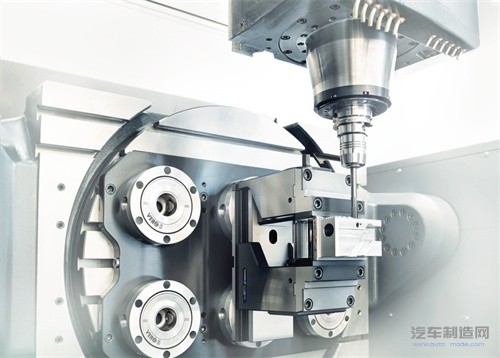
北汽动力的工艺托盘采用零点定位快换系统VERO-S,有效提高工件定位精度
北汽动力决定将生产线定位于智能化、柔性化,并采用雄克的零点定位快换系统来满足生产线柔性化的需求。机加工生产线在设备、夹具方面进行了大胆创新。
自主品牌汽车第一个吃螃蟹的人
在机加工领域,汽车的自动化程度是最高的,始终引领着机加工行业的发展,高柔性的自动化生产线更是屡见不鲜,“但这些生产线几乎都是随着外资汽车品牌进入中国市场而来的,而且大多是设备集成商或者机床供应商直接整线交钥匙,利用自主研发优势、白手起家来创建核心零部件生产线的汽车企业不多,在这方面,北汽动力大胆走出了这一步。”雄克中国区总经理杜尚俭博士感慨地说道,在北汽动力找到雄克寻求夹具解决方案的时候,他深深地被北汽动力这种敢于创新的勇气打动了。虽然面临诸多的技术壁垒和经验空白,但北汽动力人仍然鼓足干劲,对自身的工艺方案进行反复的推敲验证和调整优化。正是这种精神,让北汽动力在极短的时间内,就突破了自主汽车品牌始终无法触碰的技术领域,完成了从无到有,从跟随到领先的跨越式发展。
4名工程技术人员,仅历时8个月,一条由19台加工中心、5台桁架机械手、一个可存放600个托盘的工艺托盘立体库、各种自动辅助设备组成的高柔性自动化生产线顺利投产。“不到现场看过的人,很难相信眼前的一切,当我站在这条高度自动化、柔性化的生产线面前时,我的内心非常震撼。”杜博士对北汽动力的成果表示由衷的赞叹,不仅是因为雄克在这里扮演着重要角色,更因为这是自主品牌汽车企业凭借着自主创新能力敲开自动化生产线集成的大门,这对于整个自主汽车制造业来说具有里程碑式的意义。
所有的成功都不是偶然的,经过反复调整优化的工艺路线与雄克解决方案的完美契合是取得这一成功的关键所在。据季部长介绍,自主汽车品牌的特点是发动机品种多,面临经常换型的问题,“所以对于生产线来说,我们最希望提高的就是柔性。另外,生产线上的机床来自于不同品牌,在考虑工艺流程的时候,夹具的标准化也给我们带来了更大的难题。” A150TD、A151NA两种产品的结构差异很大,如果采用传统的一面两销的定位方式,对工装的更换、加工程序的调整都会造成很大影响,从工艺分析角度考虑,共线生产的工艺性不好,从产品质量、加工效率角度考虑,也会有很大影响。经过多方面的考虑,北汽动力决定采用工艺托盘的加工方式,让两种型号的发动机缸盖实现共线生产。
“即便是考虑到使用雄克的夹具总成,我们面临的压力还是很大。”季部长回忆道,“主要就是技术风险,我们的技术设计能否承受得住,与雄克产品是否能实现很好的融合。一旦技术路线出现问题,生产停滞,带来的风险是不可承受的。尤其是对于自主品牌来说,后果将是致命的。”经过了几番对外资品牌的应用考察之后,北汽动力才决定采用雄克零点定位快换系统。现在,北汽动力A系列生产线大部分机床上都采用了工艺托盘方案,两个型号的发动机缸盖托盘共计400个。“2016年5月投产至今,生产线加工的产品,一直保持着很高的加工质量和效率;事实证明,我们的决定是正确的,零点快换解决了工艺柔性化与标准化的问题,我心里的一块石头终于落了地。”季部长说道。雄克夹具集成加工理念的融入,让北汽动力这条生产线的自动化程度和柔性程度堪比国际水平;北汽动力的自主创新,将投资成本降到了某汽车发动机工厂同等水平生产线的三分之一,同时在质量提升和保证方面,做到了行业领先。作为国内第一家使用雄克零点定位夹具的自主品牌汽车企业,北汽动力此举为今后的持续发展奠定了良好基础。
夹具应该被作为工艺优化的首选
随着智能制造理念被市场不断接受,曾一度被忽视的工装夹具,在工艺准备中的重要性被日益凸显。现代工装夹具的发展方向为柔性、精密、标准、智能。在北汽动力为发动机缸盖设计的 24 道工序中,有7道工序使用到了雄克的零 点定位快换夹持系统。该夹持系统包括定位、夹持等功能,能够在短短数秒内按照参考的精度对单个夹持装置、工件托盘或机床中配有定位销的工件进行定位和夹持。加工期间,实际装夹操作在机床外完成,这样可以提高产出、降低成本,并消除夹持过程中操作员出错的情况。因此,快换夹持系统可以看作是一种可以优化加工辅助时间的高效系统,而且该系统程序具有高度兼容性,为制造、搬运、清洗、压装、测量等提供了标准的夹持接口,可广泛适用于不同加工应用。
零点定位快换夹持系统成功的关键在于标准化接口。所有组合都有一个共同点,那就是都可以通过VERO-S快换夹持系统的接口安装连接,在数秒内,即可通过一个或多个定位销将工件、夹持装置、托盘、夹持系统和夹具塔紧固、精确地夹紧在设备中。在快换模块中,径向排列的夹持滑块通过碟簧组实现机械夹紧,即使在断气断电的情况下,依然保证高达16 kN的有效夹紧力。得益于整个夹持解决方案的刚度,零点快换甚至可以在不需要变换工件位置的情况下,可靠地吸收从底部夹持并在高处加工高位零件时产生的巨大剪切力,而且零点定位快换系统重复定位精度小于0.005 mm,从而为产品精度的稳定性及加工基准的一致性提供可靠保障。
雄克的零点定位快换夹持系统对于国内汽车装备制造业来说并非是新产品,“多年以来,虽然市场的认可程度很高,但像北汽动力这样敢于以开放的心态去尝试工艺革新的团队很少,大多数都是在决策关头放弃了。”杜博士认为,此次北汽动力的成功应用对于雄克中国来说意义也同样非凡,“我们一直强调雄克本土的工程能力,致力于强化雄克在中国的非标设计能力。我们期待着提供基于客户实际工况的更优秀的夹持解决方案,让雄克能为本土客户带来增值服务。”
杜博士表示,接下来雄克还会继续深入北汽动力的项目应用,与北汽动力联合做切削实验、耐久性实验等等,并对产线技术人员设置针对性的培训计划,让他们真正了解技术原理,并引进德国成熟的应用经验与他们分享。在备品备件方面,雄克也给予北汽动力最大的支持力度,享有与其他国际一线汽车品牌供应商同样的待遇,“不能让生产线因为雄克产品的问题受到任何影响,如果出现问题,我们也有快速的反应机制,24 h之内解决问题。”杜博士认为,让用户感觉安全地去使用产品,才是一种健康的合作伙伴关系。
- 下一篇:智能工厂实验平台培养中国制造生力军
- 上一篇:工件夹紧减少设置时间
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37