
善能珩磨技术为Pro Stock发动机提供良好粗糙度
微信公众号

“所有人都认为这是关于发动机缸体缸盖和凸轮的问题,但我在早期就了解了环形密封对于跑道性能的干扰。”这是Elite Performance合伙人Nick Ferri的经验,其珩磨技术已经让拥有良好粗糙度的发动机获得全国改装式高速汽车协会(NHRA)Pro Stock胜利和5个冠军。研磨粗糙度对于发动机密封十分重要,形成较高真空、更大燃料吸收和极致跑道性能。通过使用Sunnen Products Co的新电脑控制SV-20机床和多英石金刚石研磨剂,Elite能够具备更高水平的珩磨控制、灵活性和可重复性,从而在双车短程赛车道上展现更好的性能。
2012年12月,Ferri和Elite Motorsports的Richard Freeman合伙购买一家卡罗莱纳州北部发动机车间的设备,这个车间已经搬到了Wynnewood。新公司(Elite Performance)的目标是建立发动机制造操作以支持Elite Motorsports赞助的车,然后构建一个更大的业务范围。
Elite Performance专门从事发动机性能最重要的高端发动机工作,基本加工则分包出去。Elite Motorsports赛车的Pro Stock发动机来源于原始设备制造商(OEM)模型,如致密石墨铸铁(CGI)制成的500 in3 GM DRCE 2,并用于2015年Pro Stock冠军Erica Enders-Stevens' Camaro的赛车中。
珩磨这些CGI模块是Ferri的专业,并且,Ferri表示其他组件无法弥补缺乏良好密封的情况。这在测功器的吸收燃料上极为明显,而他将此作为关键度量标准。例如,两个电极可以在测功器上输出相同功率,但其中一个会比另一个吸收更多燃料。在跑道上,获得更多燃料的车辆将成为胜利者。“我们已经证明可以制造0.023 in环工件,虽然只有轻微重量和惯性优势,但在发动机加速上起重要作用。”

善能12 in珩磨头上的金刚石,在协助全气缸长度上的良好钻孔几何结构方面展示了极大的作用
然而,以11 000 r/min按照尺寸和张力运行一圈,相对于活塞环岸其必须平坦,并拥有良好密封,这意味着气缸壁的状况是至关重要的。尽管Elite公司在其发动机上进行泄露测试,真空是一个更重要的指标。“一个良好的发动机,我们可以仅靠油泵抽出22 in真空。Pro Stock发动机大约为1420 hp(1 hp=745.7 W),扭矩超过800 llb·ft(1 llb·ft=1.36N·m)。我们使用带有钩形二环和2 mm油环的0.023 in钨硬涂层顶环。”活塞也很重要,活塞必须精心设计并在钻孔中保持稳定,保证环的平直。然而,组成密封表面的另一半气缸饰面和几何是更大的因素,因为它们有很多变量。
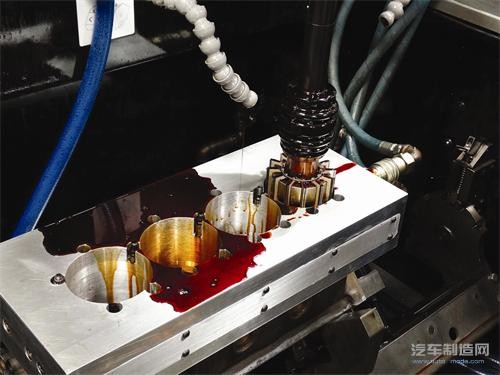
从善能(密苏里州圣路易斯)购买的新电脑控制SV-20具有真正垂直行程,加上特殊工具和研磨剂,能够让Elite公司制造出摇臂式机床不能制造的钻孔。设置珩磨头和行程器通过电脑控制进行,因此具有精确性和可重复性。同样,伺服驱动行程器能够精确控制行程反向点,所以不需要手动调整早期机床。根据Ferri所述,他期望的理想情况是至少3/8 in超行程,但因为甲板高度和气缸长度幸运地获得1/4 in。他试图让工具尽可能靠近主腹板,但不触碰主腹板,而电脑控制垂直行程器让这一过程变得更加容易。

珩磨专家Nick Ferri使用不同的珩磨研磨剂,就像外科医生使用不同工具,Elite Performance总是拥有各种选择
12 ft珩磨头中的金刚石帮助改善气缸总长度上的钻孔几何结构。过去,Elite公司使用“具有欺骗性的”锥形石头尽可能取出钻孔底部的金属。现在,多英石金刚石工具可以制造出完美圆度,而不需要特殊工作。钻孔中的研磨接触同样要求强有力的主轴无颤动地旋转工具,而颤动可以毁掉一个成品,但SV-20让这一过程变得更加容易。
这台机床的另一个功能是主轴反转,Elite认为这一功能在使用过程中可以获得最好的效果。根据善能,在气缸钻孔中的主轴反转可以让OEM使用的机床能力加倍。Elite公司表示尽管这一功能可以用于过程中的任何时间,但在完成行程时,特别有帮助。其需要编程主轴控制和可以在两个方向运行的珩磨工具/研磨剂。主轴反转能够制造略圆钻孔,并帮助实现所需表面的粗糙度。通过初检后,反转让珩磨石消除任何不圆形状,同时让石头成型并修整。使用研磨剂或刷子反转主轴,同样帮助消除折叠金属和清除表面凹槽中的“珩磨垃圾”。
Ferri表示,在新模型上,他将使用150粗砂金刚石去除待锻件,之后使用400粗砂并珩磨成型。“我不喜欢在一个钻孔上花很长时间珩磨,所以我可能限制为20或30个行程,并在模型周围进行多次打磨,在得到最终尺寸时,反转主轴方向。”他解释道,“我们之后将900粗砂金刚石稳定,并在不同阶段拂拭,大多数是拂拭表面上的折叠金属和垃圾。所有这些粗砂可以产生巨大的各种饰面,取决于使用的压力。在稳定后,我们将测量表面数量。在第一次拉伸中,我更喜欢使用低拉伸环去除大多数表面突出部分,我相信这将优化我们的密封程度。”
Ferri同样了解了加热扭矩板的珩磨价值。“我见到过,在模型从周围环境温度上升到120 时,气缸顶部超过0.001 in膨胀。如果我们在120温度时热珩磨并让钻孔保持直线,之后,以周围环境温度测量时,钻孔底部将更松。另一方面,我可以在30~40圈运行后,拿起热珩磨模型,拆卸模型、珩磨,增加到120温度,在仅仅两个行程后,钻孔中就不止一个遗痕。没有热珩磨的其他模型,可能不得不取出0.0003~0.0004 in材料来清理螺栓孔周围的遗痕。如要说明有什么区别的话,从模型开始工作前的热珩磨将在再利用使用过的模型上节约更多时间。”
在装配发动机处于工作温度时,使用加热扭矩板研磨确保理想气缸尺寸和形状
“具有更薄环和固有低环张力,你需要钻孔几何结构和钻孔中和环的低摩擦密封表面。”Ferri表示,“这台机床上的电脑控制珩磨头和行程器为微调和重复表面抛光、超程及阴影图形提供灵活性,这一切都有益于跑道上的发动机性能。”
- 下一篇:精确的测量方法是工业4.0的基础
- 上一篇:类似车削加工的磨削加工
-
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03 -
埃马克集团将在现有的管理团队下继续为客户服务
2025-02-20 -

Know-How系列 | 等速万向节的结构原理、加工方
2025-01-08
编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05