
瑞士型数控机床的微加工
微信公众号

由于零件的复杂性以及机床厂能力的限制,保存过去因无法报价而搁置的投标文件的最好办法就是在投资了正确设备后,重新访问该记录。这就是Sussex Wire 公司从购买一台瑞士型数控机床用来微加工生产零件以及制造小批量样机运行以来一直在做的事情。
Sussex Wire公司多年来使用标准车床,目前正在利用这种更先进的技术以及具有滑动头的设计来提供优势,包括执行车削和铣削的能力、使用主轴和副主轴来完成加工零件、减少循环次数、从能购买较小直径的棒料中节省、以及执行无人加工的能力。
由于经常采用新技术或新加工工艺,Sussex Wire公司常常面临学习带来的挑战,包括特定针对瑞士机床而使用的编程代码,使用的库存材料和工件甚至比过去更小,并且找到有经验的操作员以执行不同于任何其他的工艺。虽然新机床安置在机床厂不到一年,但是已经克服了这些挑战,并且继续展示其潜力,每个新零件都由该机床完成。
学习瑞士
Sussex Wire公司在1973年成立于Pennsylvania,专门为包括医疗、半导体、汽车、能源、航空航天、军事以及其他市场设计和制造高度工程化的零件和部件。该公司主要以其冷成型专业知识在业内闻名,其中涉及到在室温下将金属线和特种合金转换为精密微型部件。这种方法比加工机床厂生产的零件更快、更经济,但不是每种情况都这样。然而,虽然这些旧机床制作的零件仍然在公差范围内,但他们有点慢并且受限于其能力,所以Sussex Wire公司决定投资最新的瑞士型数控机床技术。
Sussex Wire公司对机床平台关注有很多原因。瑞士型车削中心不同于传统的车床,其零件为固定的并且刀具是移动的,其允许零件在Z轴上移动,同时刀具保持静止状态。将棒料固定在机床中,通过滑动头架穿过导向衬套向前。被加工的部分从导向衬套中延伸出来,允许材料固定在非常靠近刀具的地方,因此使得偏转最小化并且增加加工精度。这要求磨料具有更均匀的直径,并且不会卡在导向衬套中。有些型号的机床可以拆卸导向衬套,因此可以加工更短更“胖”的工件而无需支撑。
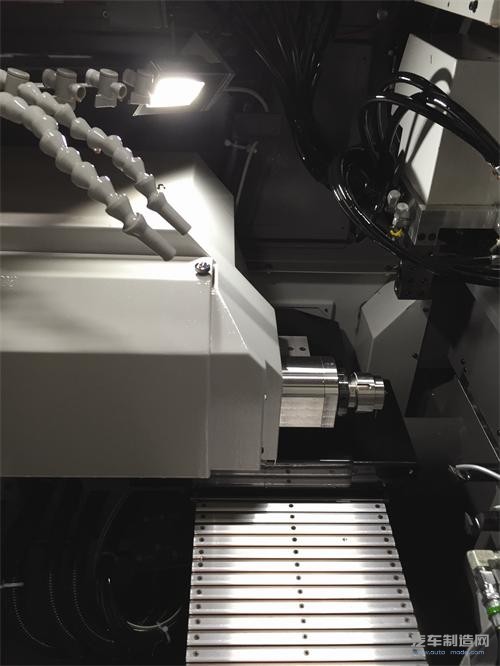
图1 Cincom L12型VII瑞士型车削中心可以以“可转换”的模式来运行,这意味着可以移除导向衬套,以便可以加工更宽直径的棒料,只要长度直径比小于3:1即可
当Sussex Wire公司决定采用瑞士型数控机床时,高级工具设计师Darryl Sienicki被分配负责研究美国当前可用的机床及其能力,并且确定最适合公司的制造商和型号。在进行比较之后,Sienicki及其同事选择了Marubeni Citizen-Cincom L12型VII瑞士车削加工中心。车床可以加工最大棒料直径为12 mm,最大加工长度为135 mm(接地棒)或30 mm(非接地棒),并且主轴通孔直径为20 mm。对于接地棒,主轴最大转速为15 000 r/min,对于非接地棒,主轴最大转速为12 000 r/min,而副轴最大转速为10 000 r/min。一次可安装最多28个刀具。其中,L12在主轴侧有四个活动刀具,可以执行交叉铣、交叉钻孔和开槽。还有一个可选的三位活动主轴,可以完成面钻、端面铣削、以及角孔钻削。机床副主轴侧还有四个活动刀具位置用于面铣和端面铣削。可以将可选开槽锯装置放入四个活动刀具位置的其中一个。该机床还可以通过使用位于副主轴壳体上的固定钻具在主轴上进行深孔钻削。
Sussex Wire公司决定投资具有10条线的一个高压冷却系统,主要用于清除工件上的碎屑,还有助于在运行期间稳定加工零件和切削刀具的温度。他还选择了Cool Blaster喷雾控制系统,用于从工作区过滤可能对人体健康造成危害的切割流体雾,以及用于未来熄灯加工的灭火系统。一旦将棒料装入完全封闭的导管后部,瑞士型液压进料系统的最大转速为12 000 r/min,而采用“组合桶”设计的LNS Tryton棒进料器可穿过的总体范围为0.039 in到0.500 in(1 in=0.0254 m)的棒料而无需更换桶。棒材进料器适用于小直径原料,因为每根棒材位于其自身的管内或者料筒内,这样当他们进入进料机时,无需在料盒式进料器中进行分离。

图2 Sussex Wire公司主要从事冷成型,或者在室温下将金属线和特种合金转换为精密微型部件。虽然这比较快速并且有效,但是车削仍是公司许多零件的首选工艺。这个是电子应用程序,并且在公司Cincom瑞士车床上加工的
一旦完成瑞士型机床的安装,在来自Cincom分销商“精密机床解决方案(PMTS)”公司的要求下,灭火系统制造商LNS和Firetrace通过技术人员提供操作提示和故障排除建议,开始进行现场培训。
挑战和优势
瑞士型机床为人所知的是其滑动主轴头,以及通过将工件输送到切削刀具上和加工极其复杂的几何形状工件的能力。由于这是Sienicki首次体验瑞士型机床,他希望在雇用有经验的操作员之前,自己先学习如何运行这台机床。他采取了培训期间所学到的知识,并开始加工简单零件,慢慢的他对机床操作变得得心应手,同时也增加了零件的复杂性。这一进展相当迅速,部分归因于由三菱Meldas 70LPC CNC所支持的Cincom前端软件系统。该系统被设计的很好,并且具有多线、多轴编程以及叠加和同步控制的功能。他在运行机床方面取得了成功,公司开始寻求瑞士车床操作员,最终聘用了两个在编程和操作这类型的机床方面具有丰富经验的人员。这解决了每当有待回答的问题或者需要克服挑战时联系外部技术人员的需要。
然而还存在着其他障碍,因为即使是有经验的数控机床操作员,他们还是需要学习瑞士机床特定的G编码命令,以便其按照命令保持运动。这些命令包括使主轴和副主轴保持同步的等待编码,他们被单独编程,并且告诉每个装置何时暂停以及停止旋转,以避免碰撞。Sienicki还发现机床两根主轴在某些工艺中相互结合使用可以提高生产率。例如,Sussex Wire公司电子行业中的当前工作之一就是加工间距为0.25 mm的1 mm的螺纹,因此他通过主轴对零件进行螺纹加工期间使用副主轴作为支撑尾座。在没有这个功能的情况下,Sienicki认为可能已经将该部分添加到了“无报价”的文件夹中了。
关于更换成瑞士型机床的另一点就是挑战和获利之间的界限,因为虽然他是微加工,但是微型零件可能比大型零件更难以处理。一些细节可能难以在较小工件上加工,而同时为较小工件购买棒料则要比标准尺寸的零件更便宜一些,并且大多数棒材通常留有残余物,并且可以用于不同的其他机床上。Sussex Wire公司所实现的其他好处包括,在机床上生产网状零件的能力,在一次操作中,采用活动工装和后援工作。具有新功能,现有客户已经开始要求他们为以往没有送到Sussex Wire公司的零件进行投标。在瑞士型机床上进行快速设置可实现较小批量生产,客户可能希望在开始加工较大订单之前购买较少批量进行测试。还可以通过软件来提高生产率,以加快工艺设置。程序员可以观察在模拟中运行的零件,并且如果他们所看到的东西有问题便可以马上更改。技术人员只需要按下循环启动就可以了。由于棒料被送入机床的方式不同,瑞士型机床扩大了长度直径比,使其具有足够的稳定性,并且由导向衬套提供支撑。
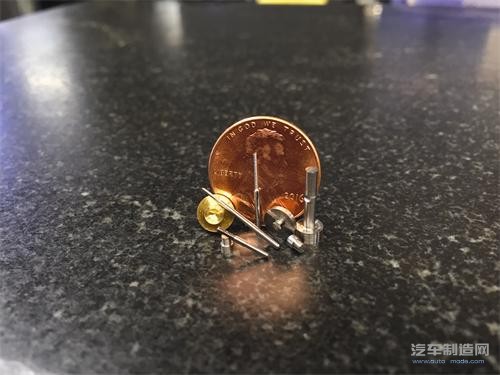
图3 Sussex Wire为包括医疗、半导体、汽车、能源、航空航天、军事以及其他市场生产高度工程化的零件。这里展示了其产品的一小部分
最重要的是,一旦一系列传统零件在瑞士型机床上生产,那么公司旧车床所需要的加工时间将会减少。在一系列研究中,Sienicki发现一个零件的传统加工需要四个过程并花费150 s,而瑞士型机床在45 s内就能完成同样的工作;另一个零件的传统加工需要5个过程并花费200 s,而瑞士加工则在85 s内可以完成同样的工作。传统车削加工还需要在每次运行之前进行手动装载和卸载和检查操作,而Cincom是自动装载的,并且提供同样的精度,要求在加工之后仅进行一次检查,装运之前进行最后一次检查。
用信心报价
尽管公司在过去几个月内已经了解了很多关于Cincom瑞士型车床的信息,但是仍然计划继续探索其功能,甚至对其进行升级。一方面,机床能够以“可转换”的方式运行,这意味着可以移除导向衬套,便可以允许更宽直径的棒料,并且执行诸如常规车床的操作。这适合于较厚的棒料,其长度直径比小于3:1,因为在没有导向衬套的情况下具有足够的材料来提供支撑。Sienicki说:“如果向公司提供较大的零件,那么将会调用这种功能。”
虽然机床无法在物理上改变其工具,但是他可以检测到切削刀具的问题,并且停止运行,这样使用相同切削路径的任何其他工具也不会受到损坏。当机床出现磨损时,还具有利用相同工具移动到另一工具位置上的能力,但是仅在程序内的预定间隔处,基本上使得运行时间达到最大化。
至少从Sienicki的角度来看,公司使用瑞士型车削中心可能取得的最大好处就是,在报价上会有信心,直到客户会满意,公差将会得到满足,并且Sussex Wire公司可以继续扩大新市场和现有市场。

图4 Darryl Sienicki是瑞士苏黎世电气公司购买新瑞士型车床的项目高级工装设计师和负责人,此处展示在10线高雅冷却液系统中调整喷嘴
速度需求
Sussex Wire公司从位于Pennsylvania的PMTS公司购买了其Citizen L12型VII瑞士型车削中心,公司总裁Heck表示,这种特殊型号适合于客户需求有很多原因,特别是其具有更高的主轴转速,在L12 VII上,主轴转速为15 000 r/min,并且副主轴转速为10 000 r/min。当加工小零件时,这些高速至关重要。这一切都涉及到加工周期和时间,并且归结于每个零件的成本。零件越来越小、越来越复杂,并且为了具有竞争力,你需要最新的机床加工技术。Heck说:“L12 VII的主轴、快速运行和计算速度目前处于行业领先地位。”附加活动工装RPM功能:可以将可选高速活动的磨削主轴安装在Cincom机床上。这些主轴可以以高达80 000 r/min的速度运行,并且可以根据新的工作要求进行现场改装。虽然Sussex Wire公司目前没有利用此功能,但是他们可以随时扩展并使用。
Heck还强调说:“Cincom L12 VII瑞士型机床的标准功能是能够在大约30 min的时间内将机床从导向衬套转换为非导向衬套。”在具有导向衬套的常规瑞士型机床中,最终零件圆度则取决于进给原材料的圆度。如果材料的圆度不超过0.001 in,那么最终零件圆度将不超过0.000 6 in,或者需要有40%的改进。因此,当需要紧密公差圆度的零件时,可能需要磨料来使用导向衬套,而在非导向衬套模式中,原料不会确定最终零件的圆度,因为其被固定在卡盘中,并且完全旋转。- 下一篇:切割和抽烟系统
- 上一篇:高精度的微米公差加工



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37