
孔加工浮动镗刀加工分析
2017-05-30 22:38:23·
微信公众号

硬质合金可调节浮动镗刀,其主要特点是切削兼宽刃口挤压成形,镗后的孔表面紧密光滑。由于镗刀在孔中呈浮动状态,对底孔的圆柱度和同轴度要求较高。使用浮动镗刀技术要求较高,经常产生孔尺寸不稳定和振纹等问题。现就影响加工质量的几个方面及改进方法介绍如下。1. 镗刀杆上刀孔加工误差对镗孔质量的影响。 镗刀杆一般形式
硬质合金可调节浮动镗刀,其主要特点是切削兼宽刃口挤压成形,镗后的孔表面紧密光滑。由于镗刀在孔中呈浮动状态,对底孔的圆柱度和同轴度要求较高。使用浮动镗刀技术要求较高,经常产生孔尺寸不稳定和振纹等问题。现就影响加工质量的几个方面及改进方法介绍如下。
1. 镗刀杆上刀孔加工误差对镗孔质量的影响。 镗刀杆一般形式如图1(以宽12mm,长25mm镗刀片为例)。

刀孔尺寸12F7中心平面与机床回转中心有偏差,原因为①刀孔加工与刀杆中心有偏差(图2);②刀杆安装与主轴回转中心有偏差(车床上使用时较易产生),由于12F7的中心平面与回转中心存在偏差,当主轴旋转时,产生一个随旋转角度变化而方向也改变的径向分力,这样镗出的孔径将会大于浮刀尺寸。
刀孔尺寸25F7两侧面与旋转中心不垂直。如果刀孔尺寸25F7两侧面与刀杆中心不垂直,则浮动镗刀将在孔中倾斜,这样镗出的孔径将变小,而且还会产生明显的刀痕。刀孔尺寸的制造误差。镗刀与刀孔为间隙配合,如果间隙太大,镗孔时就会产生抖动,这样将使加工出的孔径尺寸不稳定,并产生振纹。
2. 半精镗孔质量对浮销的影响
半精镗孔质量的好坏,直接影响浮动镗削的质量。在浮动镗孔之前,半精镗孔必须达到圆柱度、同轴度要求,表面粗糙度要低于Ra3.2。此外,半精镗后余量不能太大,一般比镗刀尺寸小0.06-0.12。
3. 镗削用量对浮镗质量的影响
合理选用适当的镗削用量也很重要,镗削速度和进刀量过大或过小,都会影响孔径尺寸和光洁度,合理的切削用量为:铸件Vc=12m/min,f=1-2mm/r;钢件Vc=10m/min,f=0.5-1mm/r。
4. 如何提高镗削质量
从以上分析来看,影响浮动镗削质量的关键是刀孔的加工精度,而传统的刀孔只能通过插削加工,不能保证较高的形位公差、尺寸公差和光洁度。为此,我将传统的刀孔形式改成图3形式,这样就可通过磨削加工而达到较高的加工精度和表面光洁度,我厂使用这种刀排后,镗削质量明显得到提高。
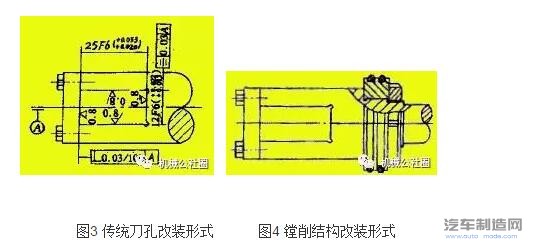
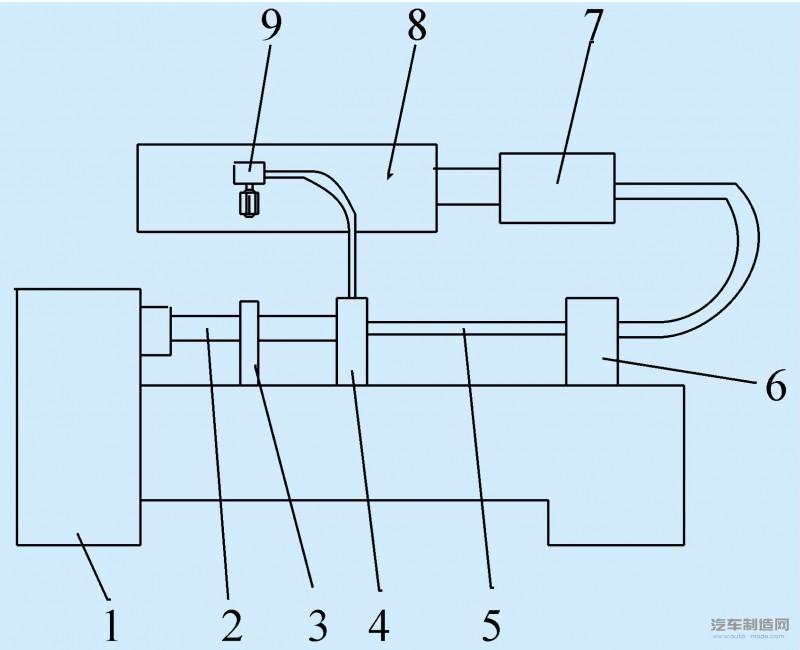
在镗削较深内孔时,由于镗杆的刚性受到限制,镗削时易产生振动,使浮镗尺寸精度和光洁度下降。通过改成图4形式后,由于“O”型圈的支承作用,将大大增强镗削的稳定性。不同尺寸的内孔,只要更换相应尺寸的活塞,较方便。从使用效果来看,基本解决了加工深孔所产生的质量问题。
另外,浮动镗削时应加柴油冷却与润滑,浮刀导向角要全部移入孔内后方可镗削。
1. 镗刀杆上刀孔加工误差对镗孔质量的影响。 镗刀杆一般形式如图1(以宽12mm,长25mm镗刀片为例)。
刀孔尺寸12F7中心平面与机床回转中心有偏差,原因为①刀孔加工与刀杆中心有偏差(图2);②刀杆安装与主轴回转中心有偏差(车床上使用时较易产生),由于12F7的中心平面与回转中心存在偏差,当主轴旋转时,产生一个随旋转角度变化而方向也改变的径向分力,这样镗出的孔径将会大于浮刀尺寸。
刀孔尺寸25F7两侧面与旋转中心不垂直。如果刀孔尺寸25F7两侧面与刀杆中心不垂直,则浮动镗刀将在孔中倾斜,这样镗出的孔径将变小,而且还会产生明显的刀痕。刀孔尺寸的制造误差。镗刀与刀孔为间隙配合,如果间隙太大,镗孔时就会产生抖动,这样将使加工出的孔径尺寸不稳定,并产生振纹。
2. 半精镗孔质量对浮销的影响
半精镗孔质量的好坏,直接影响浮动镗削的质量。在浮动镗孔之前,半精镗孔必须达到圆柱度、同轴度要求,表面粗糙度要低于Ra3.2。此外,半精镗后余量不能太大,一般比镗刀尺寸小0.06-0.12。
3. 镗削用量对浮镗质量的影响
合理选用适当的镗削用量也很重要,镗削速度和进刀量过大或过小,都会影响孔径尺寸和光洁度,合理的切削用量为:铸件Vc=12m/min,f=1-2mm/r;钢件Vc=10m/min,f=0.5-1mm/r。
4. 如何提高镗削质量
从以上分析来看,影响浮动镗削质量的关键是刀孔的加工精度,而传统的刀孔只能通过插削加工,不能保证较高的形位公差、尺寸公差和光洁度。为此,我将传统的刀孔形式改成图3形式,这样就可通过磨削加工而达到较高的加工精度和表面光洁度,我厂使用这种刀排后,镗削质量明显得到提高。
在镗削较深内孔时,由于镗杆的刚性受到限制,镗削时易产生振动,使浮镗尺寸精度和光洁度下降。通过改成图4形式后,由于“O”型圈的支承作用,将大大增强镗削的稳定性。不同尺寸的内孔,只要更换相应尺寸的活塞,较方便。从使用效果来看,基本解决了加工深孔所产生的质量问题。
另外,浮动镗削时应加柴油冷却与润滑,浮刀导向角要全部移入孔内后方可镗削。
- 下一篇:孔加工的分类及其对比
- 上一篇:孔加工的机床和刀具
举报 0
收藏 0
分享 106
-
涡轮增压器螺杆孔加工
2018-05-26 涡轮增压器螺杆孔加工 -
基于deform仿真对深孔钻加工的优化改造
-
简单分析深孔加工切削液温度在线监测及控制
2018-01-31 孔加工 -

简单分析曲轴法兰端中心孔加工刀具优化
编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05