
我国焊接机器人的发展现状
2017-06-08 13:06:33·
微信公众号

随着配置不断升级,焊接机器人已经具备了接触传感、电弧跟踪等多种功能,机器人焊接逐步取代手工焊已成为制造业发展的必然趋势。焊接作为工业裁缝,是汽车工业生产中非常重要的加工手段,焊接质量的好坏对产品质量起着决定性的影响,同时由于焊接烟尘、弧光、金属飞溅的存在,焊接的工作环境又非常恶劣。随着先进制造技术
随着配置不断升级,焊接机器人已经具备了接触传感、电弧跟踪等多种功能,机器人焊接逐步取代手工焊已成为制造业发展的必然趋势。
焊接作为工业“裁缝”,是汽车工业生产中非常重要的加工手段,焊接质量的好坏对产品质量起着决定性的影响,同时由于焊接烟尘、弧光、金属飞溅的存在,焊接的工作环境又非常恶劣。随着先进制造技术的发展,实现焊接产品制造的自动化、柔性化与智能化已经成为必然趋势,采用机器人焊接已经成为焊接技术自动化的主要标志。
焊接机器人应用的意义
(1)稳定和提高焊接质量焊接过程中焊缝焊接参数都是恒定的,同时减少焊枪抖动等不利因素,保证焊缝的均匀稳定性,提高焊接质量。
(2)提高生产效率焊接机器人可以24h不间断工作,同时随着机械制造技术及自动化技术的发展,机器人焊接效率的提高将更加明显。
(3)降低工人劳动强度?采用机器人焊接,工人只需要装卸工件,远离了焊接弧光、烟雾和飞溅等。对于点焊来说,工人无需搬运笨重的手工焊钳,使工人从高强度的体力劳动中解脱出来。
(4)降低工人操作技术要求焊接机器人的应用,降低了对工人焊接技术的要求,工人只需要对焊接参数进行调整,机器人便可按照指示要求进行工作。
(5)柔性化程度高缩短了产品改型换代的准备周期,减少相应的设备投资;可实现小批量产品的焊接自动化;机器人与专机的最大区别就是可以通过修改程序以适应不同工件的生产。
点焊机器人
在我国,点焊机器人约占焊接机器人总数的46%,主要应用在汽车、农机、摩托车等行业。通常,装配一台轿车的白车身要焊接4000~6000个焊点,只有以机器人为核心组成柔性焊装生产线,才能完成大批量的生产纲领和适应未来新产品开发与多品种生产的发展要求,增强企业应变能力。图1为哈尔滨工业大学和奇瑞汽车有限股份公司联合开发的“QH-165点焊机器人”。
1.点焊机器人的基本组成
点焊机器人分为三部分,即机器人本体、控制系统及点焊焊接系统。
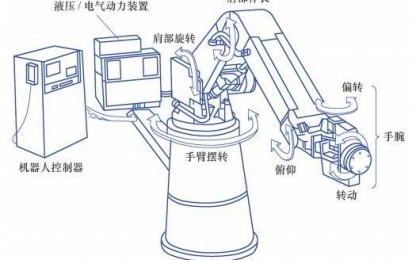
点焊机器人本体主要由机体、臂、手(手指)组成。通用点焊机器人具有六个自由度,即机体腰的回转、肩(臂和机体连接处)的仰俯、肘(各段臂连接处)的屈伸和腕(臂与手连接处)三个方向的转动。前三个自由度使手(手指)抓持的工具如焊钳达到一定位置,后三个自由度再由手腕运动使焊接工具以一定角度(姿势)对准焊件。
点焊机器人的控制系统由本体控制部分及焊接控制部分组成。本体控制部分主要实现示教再现、焊点位置及精度控制。位置控制有两种方式:一种为PTP控制,又称为点位控制或点到点控制,只注意原始点和目标点的位置,经由何种途径到达目标点并无要求;另一种为CP控制,即连续路径控制或轮廓控制。这时不仅要求目标点的位置,而且所经由的轨迹也要符合要求。
焊接控制部分除了控制电极电压、通电焊接、维持等各程序段的时间及程序转换以外,还通过改变主电路晶闸管的导通角而实现焊接电流的控制。焊接系统主要由焊接控制器、焊钳及水、电、气等辅助部分组成。
弧焊机器人
弧焊机器人的研究已经历了三个阶段:示教再现、离线编程和自主编程的智能机器人,当前的应用水平处于第二阶段。我国也从20世纪70年代初开始注重机器人技术的研究,但在机器人产业应用方面仍远远落后于工业发达国家。国内主要有两个机器人制造公司,即首钢莫托曼机器人有限公司和新松机器自动化股份有限公司,图2为首钢莫托曼弧焊机器人。
1.弧焊机器人的基本组成
弧焊机器人可以应用在所有电弧焊、切割技术范围及类似的工艺方法中。常用的有钢的熔化极火星气体保护焊(CO2气体保护焊、MAG焊),铝及特殊合金熔化极惰性气体保护焊(MIG),钨极惰性气体保护焊(TIG)以及埋弧焊。弧焊机器人的基本构成包括机械手、控制系统,焊接装置和焊件夹持装置。夹持装置上有两组可以轮番进入机器人工作范围的旋转台。机械手又称操作机,是弧焊机器人的操作部分,由它直接带动焊枪实现各种运动和操作。其机构形式主要有机床式、全关节式和平面关节等形式。
控制系统主要实现示教再现、位置及精度控制。位置控制主要是通过直线插补和圆弧插补实现连续轨迹控制,而且在运动轨迹的每一点都必须实现预定的姿态。另外,控制系统还必须能与焊接电源通信,设定焊接参数,对起弧、熄弧、通气、断气及焊丝用尽等状态进行检测,对焊缝进行跟踪,并不断填充金属形成焊缝。精度一般可控制在±(0.2~0.5)mm。复杂的机器人系统还有引弧失败可以重复引弧、断弧再引弧、解除粘丝、搭接缝搜索、多层焊接、摆动焊接以及焊缝的电弧跟踪活视觉跟踪功能。
目前,中国已有500台左右的焊接机器人分布于各大中城市的汽车、摩托车、工程机械等制造业,其中45%左右为点焊机器人,55%为弧焊机器人,已经建成的机器人焊接柔性生产线五条,机器人焊接工作站300个(主要包括车后桥机器人焊接工作站、工程机械机器人焊接工作站、合金油箱机器人焊接工作站、拖车车架焊接机器人系统、柔性机器人焊接系统、火焰切割机器人工作站等)。
由于我国工业机器人的研究和开发较晚,使得我国整体落后于欧美和日本等国家。面对当今经济形式,必须通过引进、消化和吸收一些现有的先进技术,尽快缩短与国外的差距。通过应用研究和二次开发,实现技术创新和关键设备的产业化,提高我国制造业在国际上的地位。
焊接作为工业“裁缝”,是汽车工业生产中非常重要的加工手段,焊接质量的好坏对产品质量起着决定性的影响,同时由于焊接烟尘、弧光、金属飞溅的存在,焊接的工作环境又非常恶劣。随着先进制造技术的发展,实现焊接产品制造的自动化、柔性化与智能化已经成为必然趋势,采用机器人焊接已经成为焊接技术自动化的主要标志。
焊接机器人应用的意义
(1)稳定和提高焊接质量焊接过程中焊缝焊接参数都是恒定的,同时减少焊枪抖动等不利因素,保证焊缝的均匀稳定性,提高焊接质量。
(2)提高生产效率焊接机器人可以24h不间断工作,同时随着机械制造技术及自动化技术的发展,机器人焊接效率的提高将更加明显。
(3)降低工人劳动强度?采用机器人焊接,工人只需要装卸工件,远离了焊接弧光、烟雾和飞溅等。对于点焊来说,工人无需搬运笨重的手工焊钳,使工人从高强度的体力劳动中解脱出来。
(4)降低工人操作技术要求焊接机器人的应用,降低了对工人焊接技术的要求,工人只需要对焊接参数进行调整,机器人便可按照指示要求进行工作。
(5)柔性化程度高缩短了产品改型换代的准备周期,减少相应的设备投资;可实现小批量产品的焊接自动化;机器人与专机的最大区别就是可以通过修改程序以适应不同工件的生产。
点焊机器人
在我国,点焊机器人约占焊接机器人总数的46%,主要应用在汽车、农机、摩托车等行业。通常,装配一台轿车的白车身要焊接4000~6000个焊点,只有以机器人为核心组成柔性焊装生产线,才能完成大批量的生产纲领和适应未来新产品开发与多品种生产的发展要求,增强企业应变能力。图1为哈尔滨工业大学和奇瑞汽车有限股份公司联合开发的“QH-165点焊机器人”。
1.点焊机器人的基本组成
点焊机器人分为三部分,即机器人本体、控制系统及点焊焊接系统。
点焊机器人本体主要由机体、臂、手(手指)组成。通用点焊机器人具有六个自由度,即机体腰的回转、肩(臂和机体连接处)的仰俯、肘(各段臂连接处)的屈伸和腕(臂与手连接处)三个方向的转动。前三个自由度使手(手指)抓持的工具如焊钳达到一定位置,后三个自由度再由手腕运动使焊接工具以一定角度(姿势)对准焊件。
点焊机器人的控制系统由本体控制部分及焊接控制部分组成。本体控制部分主要实现示教再现、焊点位置及精度控制。位置控制有两种方式:一种为PTP控制,又称为点位控制或点到点控制,只注意原始点和目标点的位置,经由何种途径到达目标点并无要求;另一种为CP控制,即连续路径控制或轮廓控制。这时不仅要求目标点的位置,而且所经由的轨迹也要符合要求。
焊接控制部分除了控制电极电压、通电焊接、维持等各程序段的时间及程序转换以外,还通过改变主电路晶闸管的导通角而实现焊接电流的控制。焊接系统主要由焊接控制器、焊钳及水、电、气等辅助部分组成。
弧焊机器人
弧焊机器人的研究已经历了三个阶段:示教再现、离线编程和自主编程的智能机器人,当前的应用水平处于第二阶段。我国也从20世纪70年代初开始注重机器人技术的研究,但在机器人产业应用方面仍远远落后于工业发达国家。国内主要有两个机器人制造公司,即首钢莫托曼机器人有限公司和新松机器自动化股份有限公司,图2为首钢莫托曼弧焊机器人。
1.弧焊机器人的基本组成
弧焊机器人可以应用在所有电弧焊、切割技术范围及类似的工艺方法中。常用的有钢的熔化极火星气体保护焊(CO2气体保护焊、MAG焊),铝及特殊合金熔化极惰性气体保护焊(MIG),钨极惰性气体保护焊(TIG)以及埋弧焊。弧焊机器人的基本构成包括机械手、控制系统,焊接装置和焊件夹持装置。夹持装置上有两组可以轮番进入机器人工作范围的旋转台。机械手又称操作机,是弧焊机器人的操作部分,由它直接带动焊枪实现各种运动和操作。其机构形式主要有机床式、全关节式和平面关节等形式。
控制系统主要实现示教再现、位置及精度控制。位置控制主要是通过直线插补和圆弧插补实现连续轨迹控制,而且在运动轨迹的每一点都必须实现预定的姿态。另外,控制系统还必须能与焊接电源通信,设定焊接参数,对起弧、熄弧、通气、断气及焊丝用尽等状态进行检测,对焊缝进行跟踪,并不断填充金属形成焊缝。精度一般可控制在±(0.2~0.5)mm。复杂的机器人系统还有引弧失败可以重复引弧、断弧再引弧、解除粘丝、搭接缝搜索、多层焊接、摆动焊接以及焊缝的电弧跟踪活视觉跟踪功能。
目前,中国已有500台左右的焊接机器人分布于各大中城市的汽车、摩托车、工程机械等制造业,其中45%左右为点焊机器人,55%为弧焊机器人,已经建成的机器人焊接柔性生产线五条,机器人焊接工作站300个(主要包括车后桥机器人焊接工作站、工程机械机器人焊接工作站、合金油箱机器人焊接工作站、拖车车架焊接机器人系统、柔性机器人焊接系统、火焰切割机器人工作站等)。
由于我国工业机器人的研究和开发较晚,使得我国整体落后于欧美和日本等国家。面对当今经济形式,必须通过引进、消化和吸收一些现有的先进技术,尽快缩短与国外的差距。通过应用研究和二次开发,实现技术创新和关键设备的产业化,提高我国制造业在国际上的地位。


编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42