
数字化焊接才是焊接的发展方向
2017-06-09 09:22:35·
微信公众号

高速和高效化焊接是现代焊接的发展趋势,是实现现代化焊接的必由之路。数字化焊机是高效焊接和焊接自动化焊接的基础。数字化作为数字信号处理技术与弧焊工艺结合的产物,引起了业内人士的广泛关注。数字化焊接的概念及其特点、数字化焊机的实现方式及数字化焊机对整个焊接生产工艺起着一定的推动作用。数字化技术日益成熟数
高速和高效化焊接是现代焊接的发展趋势,是实现现代化焊接的必由之路。数字化焊机是高效焊接和焊接自动化焊接的基础。数字化作为数字信号处理技术与弧焊工艺结合的产物,引起了业内人士的广泛关注。数字化焊接的概念及其特点、数字化焊机的实现方式及数字化焊机对整个焊接生产工艺起着一定的推动作用。
数字化技术日益成熟
数字化焊接技术发展的扼要情况。
数字化焊接技术是指用计算机技术来控制焊接设备的运行状态,使其满足和达到焊接工艺所提出的要求,以得到完全合格的焊缝。
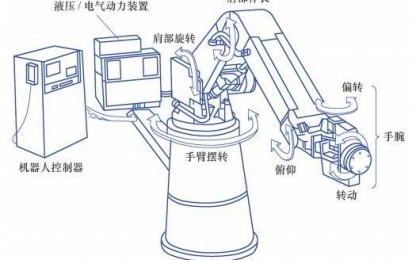
数字化焊接技术起始于上世纪80年代的焊接机器人。它用工控机来控制焊枪或焊钳的运行轨迹、焊枪姿态及焊接规范。对于复杂的空间曲线焊缝(如马鞍型焊缝),通用的自动焊接设备是无法完成的,而焊接机器人却能胜任此项任务。另外在一些危险的作业环境中(如高温、辐射)只能由焊接机器人往完成某项焊接作业。示教方式是焊接机器人用得最多的编程方式。它在离线的状态下把焊枪沿着要预定完成的焊缝作业轨迹上走一遍,从而把运行轨迹及其他参数记录到工控机中。在线时即由工控机控制焊枪的运行轨迹、焊枪姿态及焊接规范,以完成焊接作业。
可以这样说,数字化焊接技术的核心就是焊机的数字化。和其它专业领域一样,焊接技术的发展同样得益于数字电子技术的发展。
自1982年瑞典ESAB公司率先推出晶闸管弧焊逆变器产品,美国的Lincoln Miller Powcon、芬兰的Kemppi、瑞士的ELTRON和日本的大坂变压器公司等国际著名的焊接设备公司都相继推出了各自的弧焊逆变器产品。
这标志着焊接电源主电路从模拟到数字化的跨越。对于焊接专业领域来讲,这是一项革命性的技术跨越。主电路的数字化,使焊接电源的功率损耗大大减少,效率达90%以上。由于工作频率的进步,回路输出电流的纹波更小,响应速度更快,焊机可以获得更好的动态响应特性。
1998年奥地利Fronius全数字化焊机进进市场,标志着控制电路数字化焊机的实用化,将传统逆变焊机的模拟控制发展为数字化控制,极大地进步了焊机对电弧的控制品质。
近些年,焊机数字化技术发展越来越快,不断的有更加先进、功能更加强大的数字化焊机推出,数字化的人机交互系统得到深进的开发,这是很值得重视的一个数字化焊机技术发展的最新的动向。
众所周知,随着数字化、智能化、网络化技术的发展,使数字化焊接技术,包括焊接电源数字化、焊接过程数字化和焊接制造数字化等方面得到了突飞猛进的发展。
焊接制造数字化是一种全新概念的先进焊接制造技术,它集先进焊接技术、先进数控和计算机技术、CAD/CAM技术、先进材料技术、先进检测技术为一体,可以制造预定外形的零件,也可以使损坏的零件复原到原有尺寸,而且性能达到或超过原基材料水平。因此焊接制造数字化技术,实际是一门新的光、机、电、计算机、数字化、材料综合交叉的先进焊接制造技术。
数字化控制使焊接电源具有很好的系统灵活性。由于模拟系统的配置和增益是由阻容网络硬件所决定的,一旦确定就很难改变,而在数字化控制系统中,只要改变软件,则很轻易实现柔性控制。 在焊接过程数字化控制中,焊接电源的能量控制由电流、电压、时间的协同方式来完成,具体表现为输出波形的数字化。在CO2气体保护焊数字化控制中,实现了一种智能化自寻优控制方法。在脉冲MIG焊接Synegic控制法中,根据送丝速度自动匹配电流脉冲参数,使熔化速度和送丝速度相适应。为解决系统对弧长扰动的恢复,QH-ARC103控制法采用多折线外特性,实现了弧长的闭环控制。同时,还有在保持单元电流脉冲能量恒定的条件下,对弧长和送丝速度同时控制的综合控制法。
20世纪90年代末。奥地利Fronius公司推出了全数字化焊机。近几年德国EWM、芬兰Kemppi、日本松下和OTC等公司也陆续推出了相应的产品。其发展趋势必将引起一场焊接设备的数字化革命,必将推动整个焊接设备行业的技术进步。可以预见数字化技术将促使焊接设备向智能化、高可靠性、低本钱方向快速发展。
高效、节能并能够自动调节焊接参数的智能型数字化逆变焊机将逐渐取代手弧焊机和普通可控硅焊机,而且以后焊机的操纵趋向于简单化、智能化,以符合当今淡化操纵技能的趋势,摆脱对焊接操纵者技能的依靠。
随着世界上科学技术的飞速发展,焊接技术也一定会紧密地与当代高科技(电子、微电子、信息技术)相结合。而在步进当今信息化微电子时代,展览会上的所有产品几乎都融进了信息技术、智能数字化技术的新成果,从而将焊接技术进步到一个前所未有的水准上。
黄石生先生: 高速、高效、优质和自动、智能化是现代焊接技术的主要发展方向,研发和推广应用数字化焊机是它的基础, 也是实现现代化焊接工艺的重要标志。
近年来,随着大规模专用集成电路ASIC(Application Specific Integrated Circuit)、数字信号处理器DSP(Digital Signal Processor)及复杂可编程逻辑器件CPLD(Complex Programmable Logic Device)、现场可编程门陈列FPGA(Field Programmable Gate Array)的发展,使焊接电源设备与工艺的控制电路, 已经过过往的分立元件、简单集成电路发展到以单片机、工控机,DSP、CPLD/FPGA为核心的数字化控制电路,即向数字化方向发展。现代焊接电源设备,特别是逆变式的, 具有控制周期短,动态响应快,能够进行精确控制等上风,与数字化信号处理和控制技术相结合,有如虎上添翼,可实现两个目的:一是使用数字化技术迅速解决焊接电源设备自身题目;二是用数字化技术提升它的功能和性能,满足先进制造技术的需求。
DSP以其强大的指令系统及接口功能显示出功能强、速度快、编程和开发方便等特点而广泛应用于通用数字信号处理.近年来DSP在焊接自动控制领域也获得愈来愈多应用。
随着电子设计自动化(EDA)技术的进步和软件开发系统的日趋完善,应用CPLD和FPGA进行电子系统设计已经成为发展主流,并开始应用于焊接。
FPGA是近年来迅速发展起来的集PLD器件现场可编程的设计灵活性和门陈列高密,度于一体的新型ASIC器件,它的出现引起数字系统设计方式的突破性变革,成为当今ASIC电路发展中一个异军突起的新型电路.推动了数字化控制技术的发展, 数字化焊接技术的发展,它从应用于弧焊电源,.到气保焊整机;到电阻焊,等离子弧焊;从小功率到大功率埋弧焊;从单丝焊到多丝焊,到机器人焊接. 它以极快的速度向焊接领域纵深发展.
数字化焊接日渐完善
数字化焊接技术发展主要包括哪些方面的内容?
随着逆变技术的发展,单片机或数字微处理器已经广泛应用到焊接电源中。逆变技术是将工频(50HZ)市电整流成直流再由大功率电力电子器件(IGBT或CMOS)逆变成20KHZ左右的中频电压给变压器以传递功率,这样变压器及滤波电抗器的体积、重量大大减少;系统的频带宽,动态反应速度快。数字微处理器(单片机)的作用就是能在数微秒级的范围内调节大功率电力电子器件通断的脉宽比(PWM),以控制焊接电源的电流、电压,满足焊接工艺的要求。
所谓专家系统是将众多的焊接规范以数据库的形式存储到计算机中,这些焊接规范都是成功的经验数据。每一条数据都包含诸多信息,如:焊接方法、被焊材料、板厚、坡口外形、焊丝直径、送丝速度、焊接电流、焊接电压等等。当操纵者输进某几项参数后就可以查询到最佳的焊接规范,通过A/D或D/A把这焊接规范转换成焊机的给定信号以控制焊接设备的运行。
焊接机器人焊接的专家系统装在工控机中;大型成套专用焊接设备的专家系统装在上位机PC机中,PC机与焊接电源内的数字微处理器备可以进行数据通讯交换;小型成套专用焊接设备可以把焊接规范直接存储到数字微处理器中。
焊接设备的运行状态是要随时监控检测的。指针式或数字式仪表只能做到即时检测而无法做到实时检测。数字化检测就是把焊接设备运行时的电流、电压及其它参数输进到计算机中;也可以用高速摄影仪拍摄的熔滴过度图像或CCD摄像仪拍摄的焊缝轨迹图像输进到计算机中,这样在计算机屏幕上就可以实时观察到焊接设备运行时的电流、电压波形或熔滴过度图像、焊缝轨迹图像。数字化检测的最大优点不但可以实时观察、控制焊接设备的运行状态,而且还具有强大的存储功能,可以对焊接设备运行状态作离线分析和数据治理。
以数字化检测作为测试手段的设备通称为电焊机虚拟仪表,国家电焊机检测中心(成都电气检验所)已经有贸易化的产品,这对我国焊接设备行业产品的出厂试验、型式试验以及国家电焊机产品质量的检测、检验工作都具有伟大的现实意义。
网络监控可以把成套专用焊接设备运行状态的诸多参数实时输进到PC机中,通过网关和路由器把PC机接进Internet网,并且申请一个该机的IP 地址。这样就可以通过Internet网远程实时监控焊接设备运行状态。
数字化焊机技术主要包括三个方面:
主电路的数字化,即从模拟式焊接电源到开关式焊接电源、逆变式焊接电源主电路,发展到现在大量应用的是IGBT、MOSFET或双极性晶体管式弧焊逆变器。而且涉及的焊接方法和材料范围越来越广,功率越来越大,相对体积越来越小。
控制电路的数字化,这方面的技术应用发展是非常快的。就控制系统的结构而言,数字化焊接电源的控制部分由单片机和DSP(数字信号处理器)共同构成,对给定信号流、参数反馈流和网压信号流作综合处理与运算、控制,达到焊接电源的数字化、信息化、柔性化的控制。
人机接口技术,人机交互系统是人机最直接的操纵界面,是操纵者向计算机输进信息、发出指令及观察现场参数和信息的窗口,具有友好性、灵活性、功能性、明确性、一致性、可靠性等特点。国外已有焊机将液晶显示和键盘操纵相结合,进行焊接方法、焊接工艺参数设置和信息显示等的人机交互过程。焊接小车和送丝拖动系统的数字化控制,伺服拖动已经得到了应用。产业机器人和专机与焊机的数字化接口技术。随着机器人和专机在生产中大量应用,与焊机数字化接口技术得到了迅速的发展。
以日本OTC公司最新推出的数字化焊机DP350为例,这是一种全数字控制脉冲逆变焊机,可以焊接各类碳钢和低合金钢、不锈钢、铝及铝合金等。适应MIG/MAG/CO2等多种焊接方法。主要性能:最新的数字化脉冲波形控制技术;数字化飞溅及熔滴过渡控制;恒弧长控制、熔深控制技术;可以储存100个焊接条件;与机器人控制器或者PC的通讯接口;伺服拖动的四轮送丝机;数码显示焊接电流及电压。
在国外已有数字化焊接电源产品,最具有代表性的如奥地利FRONIUS公司生产的TRANSPLUS SYNERGIC系列TPS2700/4000/5000全数字化焊接电源。它的心脏部分是一个数字信号处理器(DSP),由它集中处理所有焊接数据,检测和控制整个焊接过程,焊机具有引弧、精确控制电弧、专家系统、一机多功能、焊接数据接口和评价系统等功能。焊机的操纵界面友好,一台数字化焊机上实现了脉冲MIG、直流MIG、手弧焊、TIG焊等多种工艺方法的不同材质、不同焊丝直径的焊接功能,多功能性可见一斑。同时,参数的给定旋纽只有1个,这样极大的方便了操纵者。又如,德国EWM公司生产的INTEGRAL系列数字化焊接电源,数字处理系统处理所有焊接数据,控制整个焊接过程,同样具有专家系统、一机多用、计算机或网络通讯、模块化设计、焊接数据的存储和分析系统等功能。Panasonic等公司也推出了数字化焊接电源产品,并相继进进中国市场。
在国内,数字化焊接电源尚处于研究阶段,一些高校和科研机构已在这方面开展了工作。但目前国内数字化焊接设备的研究基本处于实验室研究成果或中试阶段,成功用于焊接生产示例的较少。
数字化焊接电源的发展与电力电子技术、信号处理技术及计算机控制技术的发展是密不可分的。从控制电路的角度看,数字化电源借助DSP技术实现了模拟PID控制器和PWM信号发生电路的数字化,随着模拟电路和数字电路有机结合的混膜电路的出现,预计不久的将来分立式的模拟电路将逐步为高度集成的数字化混膜电路所取代。
伴随着新型的功能强大的数字信息处理器(DSP)的出现,数字化焊接电源实现了柔性化控制和多功能集成,具有控制精度高、系统稳定性好、产品一致性好、功能升级方便等优点。同时数字化焊接电源接口兼容性好,可以方便地与外部设备建立数据交换通道如机器人焊接系统的建立,焊接生产的网络化治理与监控等等。
最新开发的数字化逆变式焊接电源具有程序控制、参数预置、单旋扭一元化协调控制专家系统,可任意调节脉冲和非脉冲参数及多特性输出多用途等功能,适用于CO2气体保护焊、MIG/MAG焊、 脉冲MIG/MAG焊和手工电弧焊等。
随着经济的发展,在焊接领域突现了薄板焊接的需求,市场迫切需求一种简便的手持式(便携式)焊接技术。我所从事研制开发便携式节能型的新型焊机(它介于固定焊机和悬挂式焊机之间)并密切关注国外动态。我们留意到国外有关便携式焊机的报道甚少,参展的厂商也仅有少数几家,品种规格也未几。说明在这个焊接领域的舞台上正有我们可用武之地,我们既然做到了引“狼”进室就必须预备与“狼”共舞,只有练好内功,自我加压才能跳好“独步舞”。
数字化焊接技术主要利用数字信号处理和微机控制具有的三个基本功能, 即数值计算\数值分析和实时控制, 实现数字化焊接,把软硬件融合在焊接工艺中,进步它的稳定性、精确度,生产效率、质量和减少飞溅,使可实现熔滴过渡和弧计算\数值分析和实时控制, 实现数字化焊接,把软硬件融合在焊接工艺中,进步它的稳定性、精确度,生产效率、质量和减少飞溅。
奥地利Fronius公司结合逆变技术和数字信号处理器技术,推出全数字化TPS系列(TPS2700/TPS4000/TPS5000)焊机。该系列焊机是数字化控制的弧焊逆变器. 其控制系统采用DSP芯片监控焊接过程,实现程序化引弧和收弧、智能化调节参数,简化了操纵。焊机具有MIG/MAG、TIG、手工焊和MIG钎焊等多种功能,可实现熔滴过渡和弧长变化的精确控制。
数字化焊接日趋发展
数字化焊接对焊接设备、焊接材料、焊接工艺、焊接辅具等技术和产品有哪些新的要求?
数字化焊接应用于对焊缝要求较高的场合,这些场合的焊接设备中焊接电源必须是逆变型的,才能对实在行数字化控制。假如焊接电源是晶闸管相控型甚至是纯电工产品的焊接变压器,数字化控制就毫无实际意义。
数字化焊接技术的发展涉及到焊接技术领域的方方面面。数字化焊机的出现,对焊接领域的各个方面都提出了一些新的要求。
由于数字化焊机技术的发展,焊机本身更加高速、高效化、对熔滴过渡和熔深的精细控制等特点,要求焊接材料主要是焊丝同样适应高速、高效的焊接特点。同样的焊接工艺方面也呈现这个特点,由此带来的对变形和应力的控制要求更高,尤其对焊接质量智能化提出了更高的要求。
数字化焊接的高自动化特点,对工装夹具等焊接辅具的自动化水平带来了更高的要求。全自动化的以适应数字化焊接高效要求的工装夹具成为发展趋势。
在发展数字化焊接和生产数字化焊接设备方面,我国很多科研院所已经做了大量的工作并取得了较好的成果。但是不得不承认在国内的焊接生产重要领域,仍大量采用国外数字化产品。我们的数字化控制产品在技术成熟度、稳定性、功能、可靠性方面以及在多电弧高速焊中的协调控制方面尚需要进一步完善。在以数字化控制模式、特性进行建模、仿真,对相应的关键技术与开发应用,包括数字化控制的技术方案(单纯的DSP、DSP-MCU双机、ARM嵌进式)比较分析综合应用方面进行更加深进研究。
数字化焊接电源的不断发展将推动整体焊接技术的进步,将促使焊接技术向着焊接工艺高效化、焊接质量控制智能化、焊接生产过程机器人化的方向发展。随着数字控制技术的发展,尤其是数字信号处理器(DSP)的广泛应用,使得数字化焊接电源的波形控制能力更为精确,为广大焊接工作者提供了方便的新型焊接工艺研发手段,使新工艺、新设备的更新换代成为可能。例如:多年来CO2气体保护焊接工艺方法大量用于产品的焊接生产过程,但焊接过程飞溅较大一直是人们急于解决的题目。数字化焊接电源可以实现焊接电压、电流波形在线快速检测并计算短途经渡特征参数,进行自适应最优控制,用现代控制理论算法使特征参数和焊接规范始终调整于最佳范围内,使焊接电弧处于稳定、动态性能最佳的工作状态。对短途经渡电流波形的上升时间、燃弧时间及下降时间以及各时段的电流峰值进行精确控制、以达到进一步减小焊接飞溅、改善焊接性能及焊接质量的目的。
我所将节能电阻焊机系列产品全面实现了微机化更新。品种由单一品种发展成四大系列26个品种的节能点焊机体系,即DNJ便携式焊机系列、气动便携式两用焊机系列、悬挂式焊机系列以及固定焊机系列;焊机控制技术从模拟控制发展到电子数字集成控制并终极形成微机化程序控制,产品普遍采用了计算机CPU技术对焊接规范参数进行数字化的。优化调节和匹配、对焊接电流波形进行程序化控制与调节、对焊接全过程进行监控实现直观的数字显示:;机电系统从分立发展到机电一体化,专用机械由单一模式逐渐走向电磁、气动联动模式,解决了一些过往单机难以攻克的焊接困难。如:大型油浸变压器散热片的专用深点焊机;汽车发电机转子引出线的高速熔焊机;汽车燃油分配器成套多台专用焊机以及半自动平面点焊机等等。
首先要求焊接电源必须具有快速动态反应特性;便于获得任意的外特性曲线外形; 主电路功率管的控制驱动功率要小,可控性好,以便适应数字化高速高效优质焊接的工艺需求. 根据这一要求,在机械\电磁\电子型等三大类控制的焊接电电源中,电子控制型是合适的,特别是以极小功率进行电压控制的IGBT逆变式焊接电源,更多是最佳拍档;要求改造现有常用的送丝\行走机构\辅具等晶闸管式驱动控制电路;要求送丝\行走机构\辅具等进步制造质量\精度\可靠性,改善惯性,以便在进步焊速过程中,保持稳定和焊缝成形均匀性;对焊接工艺条件要求更高,包括坡口加工精度和表面状态,保护气体质量,同时要求焊材质量有保证,最好开发性能质量更优的新材料;对研发高层次人才和操纵员的素质和水平要求更高,要能理解和把握数字化焊接技术原理和性能特点,才能充分其上风。
数字化发展势在必行
发展数字化焊接和生产数字化焊接设备,我国重点应从哪些方面做起?
焊接设备的可靠性是首要因素。经过20多年的努力我国的焊接设备制造业有了长足的进步,逆变型焊接电源比重在逐年进步,并为市场所接受。但是与进口的同类产品相比其可靠性方面还有不小的差距。我国大多数逆变焊接电源的IGBT仍处于硬开通、硬关断状态,这是一个极大的安全隐患。只有把软开通、软关断技术成功地应用于逆变型焊接电源中,焊接设备的可靠性才有保证。焊接设备的可靠性进步了,数字化焊接工作才会有坚实的基础。
大功率电力电子器件长期依靠进口和非晶态铁磁材料的价格高昂是制约逆变技术发展的又一因素。我国应该尽早解决这一题目。
我国的科技和工程技术职员,多年来在数字化焊接技术方面的研究,取得了一定的成果。尤其在实际工程应用方面逐渐成熟,但和国外焊接设备发达的国家比较,仍有一定的差距,这种差距是全面的。正由于此,我们发展数字化焊接技术一定要突出重点,现有的发展重点仍然应放在焊机主电路和控制电路的数字化技术方面,打好基础,加强科技成果的产业化工作。
在发展数字化焊接和生产数字化焊接设备方面,除对数字化焊接设备中电力电子器件与磁性器件性能的研究和优化匹配、数字化电源功率换能性能、主电路拓扑结构和PWM控制优化、大功率逆变式数字化电源电磁兼容性以及数字化电源的建模、仿真等科学进行深进的研究探讨之外,更重要的是打破体制与机制的束缚,通过产学研结合的方式进一步加强应用性的试验研究,这样才能推动焊接技术数字化的持续发展。
目前,产业发达国家的焊机制造厂商几乎全部进进逆变焊机时代。这是由于逆变焊机对大幅度节省原材料(铜、硅钢片),降低制造本钱,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造业产品更新换代的必由之路。
由于近几年国家从基金攻关课题的角度经费投进较少,行业中原有的科研院所、大专院校新技术、新产品研发能力明显减弱。而有一批新兴的企业团体逐步发展壮大。呼吁这些有实力的企业团体,要看到我国明天的焊接市场需求,瞄准国际焊接技术的发展方向,投进人力、物力,不惜重金把握先进技术。在我国焊接行业中逐步形成多家大型企业团体,以进步国内焊接企业在国际市场的竞争力。例如:华崴团体在逆变焊接电源领域瞄准国际尖端技术,不断开发焊机中的高档精品,与焊接界同仁共同努力,将国产逆变式焊接电源产品推向国际先进水平,在逆变焊接电源领域达到强国地位。
在实现微机化的基础上,我所最近又进一步提出了“智能化”的奋斗目标:未来的焊机将包含:对各种信息、数据、图像和逻辑的处理和综合;对焊接规范的智能化设计;对焊接规范曲线的程序化设定和视屏编程;对各种焊接工艺参数(即专家系统)的存储和选用;对焊接质量的检验和判定;对废品的剔除和合格质量水平的认定,对机电一体化系统的编程控制和多语言的操纵系统等等。使操纵者“傻瓜化”,做到真正意义上的高质、高速、高效、高益、走节能可持续发展的路。
数字化焊接技术发展的关键在人才,面向21世纪的焊接专家应把握数字化技术为核心的控制技术,既懂焊接又懂数字化控制.高层次的人才应以宽厚的基础知识为底功,高出发点、高水平跟踪数字化技术,研发数字化新技术.低中层次人才应以熟练应用操纵化新技术。低中层次人才应以熟练应用操纵为培养目标,以适应现代焊接的需要,同时充分利用数字化焊接技术功能和潜力,并取得最佳焊接效果。
数字化技术日益成熟
数字化焊接技术发展的扼要情况。
数字化焊接技术是指用计算机技术来控制焊接设备的运行状态,使其满足和达到焊接工艺所提出的要求,以得到完全合格的焊缝。
数字化焊接技术起始于上世纪80年代的焊接机器人。它用工控机来控制焊枪或焊钳的运行轨迹、焊枪姿态及焊接规范。对于复杂的空间曲线焊缝(如马鞍型焊缝),通用的自动焊接设备是无法完成的,而焊接机器人却能胜任此项任务。另外在一些危险的作业环境中(如高温、辐射)只能由焊接机器人往完成某项焊接作业。示教方式是焊接机器人用得最多的编程方式。它在离线的状态下把焊枪沿着要预定完成的焊缝作业轨迹上走一遍,从而把运行轨迹及其他参数记录到工控机中。在线时即由工控机控制焊枪的运行轨迹、焊枪姿态及焊接规范,以完成焊接作业。
可以这样说,数字化焊接技术的核心就是焊机的数字化。和其它专业领域一样,焊接技术的发展同样得益于数字电子技术的发展。
自1982年瑞典ESAB公司率先推出晶闸管弧焊逆变器产品,美国的Lincoln Miller Powcon、芬兰的Kemppi、瑞士的ELTRON和日本的大坂变压器公司等国际著名的焊接设备公司都相继推出了各自的弧焊逆变器产品。
这标志着焊接电源主电路从模拟到数字化的跨越。对于焊接专业领域来讲,这是一项革命性的技术跨越。主电路的数字化,使焊接电源的功率损耗大大减少,效率达90%以上。由于工作频率的进步,回路输出电流的纹波更小,响应速度更快,焊机可以获得更好的动态响应特性。
1998年奥地利Fronius全数字化焊机进进市场,标志着控制电路数字化焊机的实用化,将传统逆变焊机的模拟控制发展为数字化控制,极大地进步了焊机对电弧的控制品质。
近些年,焊机数字化技术发展越来越快,不断的有更加先进、功能更加强大的数字化焊机推出,数字化的人机交互系统得到深进的开发,这是很值得重视的一个数字化焊机技术发展的最新的动向。
众所周知,随着数字化、智能化、网络化技术的发展,使数字化焊接技术,包括焊接电源数字化、焊接过程数字化和焊接制造数字化等方面得到了突飞猛进的发展。
焊接制造数字化是一种全新概念的先进焊接制造技术,它集先进焊接技术、先进数控和计算机技术、CAD/CAM技术、先进材料技术、先进检测技术为一体,可以制造预定外形的零件,也可以使损坏的零件复原到原有尺寸,而且性能达到或超过原基材料水平。因此焊接制造数字化技术,实际是一门新的光、机、电、计算机、数字化、材料综合交叉的先进焊接制造技术。
数字化控制使焊接电源具有很好的系统灵活性。由于模拟系统的配置和增益是由阻容网络硬件所决定的,一旦确定就很难改变,而在数字化控制系统中,只要改变软件,则很轻易实现柔性控制。 在焊接过程数字化控制中,焊接电源的能量控制由电流、电压、时间的协同方式来完成,具体表现为输出波形的数字化。在CO2气体保护焊数字化控制中,实现了一种智能化自寻优控制方法。在脉冲MIG焊接Synegic控制法中,根据送丝速度自动匹配电流脉冲参数,使熔化速度和送丝速度相适应。为解决系统对弧长扰动的恢复,QH-ARC103控制法采用多折线外特性,实现了弧长的闭环控制。同时,还有在保持单元电流脉冲能量恒定的条件下,对弧长和送丝速度同时控制的综合控制法。
20世纪90年代末。奥地利Fronius公司推出了全数字化焊机。近几年德国EWM、芬兰Kemppi、日本松下和OTC等公司也陆续推出了相应的产品。其发展趋势必将引起一场焊接设备的数字化革命,必将推动整个焊接设备行业的技术进步。可以预见数字化技术将促使焊接设备向智能化、高可靠性、低本钱方向快速发展。
高效、节能并能够自动调节焊接参数的智能型数字化逆变焊机将逐渐取代手弧焊机和普通可控硅焊机,而且以后焊机的操纵趋向于简单化、智能化,以符合当今淡化操纵技能的趋势,摆脱对焊接操纵者技能的依靠。
随着世界上科学技术的飞速发展,焊接技术也一定会紧密地与当代高科技(电子、微电子、信息技术)相结合。而在步进当今信息化微电子时代,展览会上的所有产品几乎都融进了信息技术、智能数字化技术的新成果,从而将焊接技术进步到一个前所未有的水准上。
黄石生先生: 高速、高效、优质和自动、智能化是现代焊接技术的主要发展方向,研发和推广应用数字化焊机是它的基础, 也是实现现代化焊接工艺的重要标志。
近年来,随着大规模专用集成电路ASIC(Application Specific Integrated Circuit)、数字信号处理器DSP(Digital Signal Processor)及复杂可编程逻辑器件CPLD(Complex Programmable Logic Device)、现场可编程门陈列FPGA(Field Programmable Gate Array)的发展,使焊接电源设备与工艺的控制电路, 已经过过往的分立元件、简单集成电路发展到以单片机、工控机,DSP、CPLD/FPGA为核心的数字化控制电路,即向数字化方向发展。现代焊接电源设备,特别是逆变式的, 具有控制周期短,动态响应快,能够进行精确控制等上风,与数字化信号处理和控制技术相结合,有如虎上添翼,可实现两个目的:一是使用数字化技术迅速解决焊接电源设备自身题目;二是用数字化技术提升它的功能和性能,满足先进制造技术的需求。
DSP以其强大的指令系统及接口功能显示出功能强、速度快、编程和开发方便等特点而广泛应用于通用数字信号处理.近年来DSP在焊接自动控制领域也获得愈来愈多应用。
随着电子设计自动化(EDA)技术的进步和软件开发系统的日趋完善,应用CPLD和FPGA进行电子系统设计已经成为发展主流,并开始应用于焊接。
FPGA是近年来迅速发展起来的集PLD器件现场可编程的设计灵活性和门陈列高密,度于一体的新型ASIC器件,它的出现引起数字系统设计方式的突破性变革,成为当今ASIC电路发展中一个异军突起的新型电路.推动了数字化控制技术的发展, 数字化焊接技术的发展,它从应用于弧焊电源,.到气保焊整机;到电阻焊,等离子弧焊;从小功率到大功率埋弧焊;从单丝焊到多丝焊,到机器人焊接. 它以极快的速度向焊接领域纵深发展.
数字化焊接日渐完善
数字化焊接技术发展主要包括哪些方面的内容?
随着逆变技术的发展,单片机或数字微处理器已经广泛应用到焊接电源中。逆变技术是将工频(50HZ)市电整流成直流再由大功率电力电子器件(IGBT或CMOS)逆变成20KHZ左右的中频电压给变压器以传递功率,这样变压器及滤波电抗器的体积、重量大大减少;系统的频带宽,动态反应速度快。数字微处理器(单片机)的作用就是能在数微秒级的范围内调节大功率电力电子器件通断的脉宽比(PWM),以控制焊接电源的电流、电压,满足焊接工艺的要求。
所谓专家系统是将众多的焊接规范以数据库的形式存储到计算机中,这些焊接规范都是成功的经验数据。每一条数据都包含诸多信息,如:焊接方法、被焊材料、板厚、坡口外形、焊丝直径、送丝速度、焊接电流、焊接电压等等。当操纵者输进某几项参数后就可以查询到最佳的焊接规范,通过A/D或D/A把这焊接规范转换成焊机的给定信号以控制焊接设备的运行。
焊接机器人焊接的专家系统装在工控机中;大型成套专用焊接设备的专家系统装在上位机PC机中,PC机与焊接电源内的数字微处理器备可以进行数据通讯交换;小型成套专用焊接设备可以把焊接规范直接存储到数字微处理器中。
焊接设备的运行状态是要随时监控检测的。指针式或数字式仪表只能做到即时检测而无法做到实时检测。数字化检测就是把焊接设备运行时的电流、电压及其它参数输进到计算机中;也可以用高速摄影仪拍摄的熔滴过度图像或CCD摄像仪拍摄的焊缝轨迹图像输进到计算机中,这样在计算机屏幕上就可以实时观察到焊接设备运行时的电流、电压波形或熔滴过度图像、焊缝轨迹图像。数字化检测的最大优点不但可以实时观察、控制焊接设备的运行状态,而且还具有强大的存储功能,可以对焊接设备运行状态作离线分析和数据治理。
以数字化检测作为测试手段的设备通称为电焊机虚拟仪表,国家电焊机检测中心(成都电气检验所)已经有贸易化的产品,这对我国焊接设备行业产品的出厂试验、型式试验以及国家电焊机产品质量的检测、检验工作都具有伟大的现实意义。
网络监控可以把成套专用焊接设备运行状态的诸多参数实时输进到PC机中,通过网关和路由器把PC机接进Internet网,并且申请一个该机的IP 地址。这样就可以通过Internet网远程实时监控焊接设备运行状态。
数字化焊机技术主要包括三个方面:
主电路的数字化,即从模拟式焊接电源到开关式焊接电源、逆变式焊接电源主电路,发展到现在大量应用的是IGBT、MOSFET或双极性晶体管式弧焊逆变器。而且涉及的焊接方法和材料范围越来越广,功率越来越大,相对体积越来越小。
控制电路的数字化,这方面的技术应用发展是非常快的。就控制系统的结构而言,数字化焊接电源的控制部分由单片机和DSP(数字信号处理器)共同构成,对给定信号流、参数反馈流和网压信号流作综合处理与运算、控制,达到焊接电源的数字化、信息化、柔性化的控制。
人机接口技术,人机交互系统是人机最直接的操纵界面,是操纵者向计算机输进信息、发出指令及观察现场参数和信息的窗口,具有友好性、灵活性、功能性、明确性、一致性、可靠性等特点。国外已有焊机将液晶显示和键盘操纵相结合,进行焊接方法、焊接工艺参数设置和信息显示等的人机交互过程。焊接小车和送丝拖动系统的数字化控制,伺服拖动已经得到了应用。产业机器人和专机与焊机的数字化接口技术。随着机器人和专机在生产中大量应用,与焊机数字化接口技术得到了迅速的发展。
以日本OTC公司最新推出的数字化焊机DP350为例,这是一种全数字控制脉冲逆变焊机,可以焊接各类碳钢和低合金钢、不锈钢、铝及铝合金等。适应MIG/MAG/CO2等多种焊接方法。主要性能:最新的数字化脉冲波形控制技术;数字化飞溅及熔滴过渡控制;恒弧长控制、熔深控制技术;可以储存100个焊接条件;与机器人控制器或者PC的通讯接口;伺服拖动的四轮送丝机;数码显示焊接电流及电压。
在国外已有数字化焊接电源产品,最具有代表性的如奥地利FRONIUS公司生产的TRANSPLUS SYNERGIC系列TPS2700/4000/5000全数字化焊接电源。它的心脏部分是一个数字信号处理器(DSP),由它集中处理所有焊接数据,检测和控制整个焊接过程,焊机具有引弧、精确控制电弧、专家系统、一机多功能、焊接数据接口和评价系统等功能。焊机的操纵界面友好,一台数字化焊机上实现了脉冲MIG、直流MIG、手弧焊、TIG焊等多种工艺方法的不同材质、不同焊丝直径的焊接功能,多功能性可见一斑。同时,参数的给定旋纽只有1个,这样极大的方便了操纵者。又如,德国EWM公司生产的INTEGRAL系列数字化焊接电源,数字处理系统处理所有焊接数据,控制整个焊接过程,同样具有专家系统、一机多用、计算机或网络通讯、模块化设计、焊接数据的存储和分析系统等功能。Panasonic等公司也推出了数字化焊接电源产品,并相继进进中国市场。
在国内,数字化焊接电源尚处于研究阶段,一些高校和科研机构已在这方面开展了工作。但目前国内数字化焊接设备的研究基本处于实验室研究成果或中试阶段,成功用于焊接生产示例的较少。
数字化焊接电源的发展与电力电子技术、信号处理技术及计算机控制技术的发展是密不可分的。从控制电路的角度看,数字化电源借助DSP技术实现了模拟PID控制器和PWM信号发生电路的数字化,随着模拟电路和数字电路有机结合的混膜电路的出现,预计不久的将来分立式的模拟电路将逐步为高度集成的数字化混膜电路所取代。
伴随着新型的功能强大的数字信息处理器(DSP)的出现,数字化焊接电源实现了柔性化控制和多功能集成,具有控制精度高、系统稳定性好、产品一致性好、功能升级方便等优点。同时数字化焊接电源接口兼容性好,可以方便地与外部设备建立数据交换通道如机器人焊接系统的建立,焊接生产的网络化治理与监控等等。
最新开发的数字化逆变式焊接电源具有程序控制、参数预置、单旋扭一元化协调控制专家系统,可任意调节脉冲和非脉冲参数及多特性输出多用途等功能,适用于CO2气体保护焊、MIG/MAG焊、 脉冲MIG/MAG焊和手工电弧焊等。
随着经济的发展,在焊接领域突现了薄板焊接的需求,市场迫切需求一种简便的手持式(便携式)焊接技术。我所从事研制开发便携式节能型的新型焊机(它介于固定焊机和悬挂式焊机之间)并密切关注国外动态。我们留意到国外有关便携式焊机的报道甚少,参展的厂商也仅有少数几家,品种规格也未几。说明在这个焊接领域的舞台上正有我们可用武之地,我们既然做到了引“狼”进室就必须预备与“狼”共舞,只有练好内功,自我加压才能跳好“独步舞”。
数字化焊接技术主要利用数字信号处理和微机控制具有的三个基本功能, 即数值计算\数值分析和实时控制, 实现数字化焊接,把软硬件融合在焊接工艺中,进步它的稳定性、精确度,生产效率、质量和减少飞溅,使可实现熔滴过渡和弧计算\数值分析和实时控制, 实现数字化焊接,把软硬件融合在焊接工艺中,进步它的稳定性、精确度,生产效率、质量和减少飞溅。
奥地利Fronius公司结合逆变技术和数字信号处理器技术,推出全数字化TPS系列(TPS2700/TPS4000/TPS5000)焊机。该系列焊机是数字化控制的弧焊逆变器. 其控制系统采用DSP芯片监控焊接过程,实现程序化引弧和收弧、智能化调节参数,简化了操纵。焊机具有MIG/MAG、TIG、手工焊和MIG钎焊等多种功能,可实现熔滴过渡和弧长变化的精确控制。
数字化焊接日趋发展
数字化焊接对焊接设备、焊接材料、焊接工艺、焊接辅具等技术和产品有哪些新的要求?
数字化焊接应用于对焊缝要求较高的场合,这些场合的焊接设备中焊接电源必须是逆变型的,才能对实在行数字化控制。假如焊接电源是晶闸管相控型甚至是纯电工产品的焊接变压器,数字化控制就毫无实际意义。
数字化焊接技术的发展涉及到焊接技术领域的方方面面。数字化焊机的出现,对焊接领域的各个方面都提出了一些新的要求。
由于数字化焊机技术的发展,焊机本身更加高速、高效化、对熔滴过渡和熔深的精细控制等特点,要求焊接材料主要是焊丝同样适应高速、高效的焊接特点。同样的焊接工艺方面也呈现这个特点,由此带来的对变形和应力的控制要求更高,尤其对焊接质量智能化提出了更高的要求。
数字化焊接的高自动化特点,对工装夹具等焊接辅具的自动化水平带来了更高的要求。全自动化的以适应数字化焊接高效要求的工装夹具成为发展趋势。
在发展数字化焊接和生产数字化焊接设备方面,我国很多科研院所已经做了大量的工作并取得了较好的成果。但是不得不承认在国内的焊接生产重要领域,仍大量采用国外数字化产品。我们的数字化控制产品在技术成熟度、稳定性、功能、可靠性方面以及在多电弧高速焊中的协调控制方面尚需要进一步完善。在以数字化控制模式、特性进行建模、仿真,对相应的关键技术与开发应用,包括数字化控制的技术方案(单纯的DSP、DSP-MCU双机、ARM嵌进式)比较分析综合应用方面进行更加深进研究。
数字化焊接电源的不断发展将推动整体焊接技术的进步,将促使焊接技术向着焊接工艺高效化、焊接质量控制智能化、焊接生产过程机器人化的方向发展。随着数字控制技术的发展,尤其是数字信号处理器(DSP)的广泛应用,使得数字化焊接电源的波形控制能力更为精确,为广大焊接工作者提供了方便的新型焊接工艺研发手段,使新工艺、新设备的更新换代成为可能。例如:多年来CO2气体保护焊接工艺方法大量用于产品的焊接生产过程,但焊接过程飞溅较大一直是人们急于解决的题目。数字化焊接电源可以实现焊接电压、电流波形在线快速检测并计算短途经渡特征参数,进行自适应最优控制,用现代控制理论算法使特征参数和焊接规范始终调整于最佳范围内,使焊接电弧处于稳定、动态性能最佳的工作状态。对短途经渡电流波形的上升时间、燃弧时间及下降时间以及各时段的电流峰值进行精确控制、以达到进一步减小焊接飞溅、改善焊接性能及焊接质量的目的。
我所将节能电阻焊机系列产品全面实现了微机化更新。品种由单一品种发展成四大系列26个品种的节能点焊机体系,即DNJ便携式焊机系列、气动便携式两用焊机系列、悬挂式焊机系列以及固定焊机系列;焊机控制技术从模拟控制发展到电子数字集成控制并终极形成微机化程序控制,产品普遍采用了计算机CPU技术对焊接规范参数进行数字化的。优化调节和匹配、对焊接电流波形进行程序化控制与调节、对焊接全过程进行监控实现直观的数字显示:;机电系统从分立发展到机电一体化,专用机械由单一模式逐渐走向电磁、气动联动模式,解决了一些过往单机难以攻克的焊接困难。如:大型油浸变压器散热片的专用深点焊机;汽车发电机转子引出线的高速熔焊机;汽车燃油分配器成套多台专用焊机以及半自动平面点焊机等等。
首先要求焊接电源必须具有快速动态反应特性;便于获得任意的外特性曲线外形; 主电路功率管的控制驱动功率要小,可控性好,以便适应数字化高速高效优质焊接的工艺需求. 根据这一要求,在机械\电磁\电子型等三大类控制的焊接电电源中,电子控制型是合适的,特别是以极小功率进行电压控制的IGBT逆变式焊接电源,更多是最佳拍档;要求改造现有常用的送丝\行走机构\辅具等晶闸管式驱动控制电路;要求送丝\行走机构\辅具等进步制造质量\精度\可靠性,改善惯性,以便在进步焊速过程中,保持稳定和焊缝成形均匀性;对焊接工艺条件要求更高,包括坡口加工精度和表面状态,保护气体质量,同时要求焊材质量有保证,最好开发性能质量更优的新材料;对研发高层次人才和操纵员的素质和水平要求更高,要能理解和把握数字化焊接技术原理和性能特点,才能充分其上风。
数字化发展势在必行
发展数字化焊接和生产数字化焊接设备,我国重点应从哪些方面做起?
焊接设备的可靠性是首要因素。经过20多年的努力我国的焊接设备制造业有了长足的进步,逆变型焊接电源比重在逐年进步,并为市场所接受。但是与进口的同类产品相比其可靠性方面还有不小的差距。我国大多数逆变焊接电源的IGBT仍处于硬开通、硬关断状态,这是一个极大的安全隐患。只有把软开通、软关断技术成功地应用于逆变型焊接电源中,焊接设备的可靠性才有保证。焊接设备的可靠性进步了,数字化焊接工作才会有坚实的基础。
大功率电力电子器件长期依靠进口和非晶态铁磁材料的价格高昂是制约逆变技术发展的又一因素。我国应该尽早解决这一题目。
我国的科技和工程技术职员,多年来在数字化焊接技术方面的研究,取得了一定的成果。尤其在实际工程应用方面逐渐成熟,但和国外焊接设备发达的国家比较,仍有一定的差距,这种差距是全面的。正由于此,我们发展数字化焊接技术一定要突出重点,现有的发展重点仍然应放在焊机主电路和控制电路的数字化技术方面,打好基础,加强科技成果的产业化工作。
在发展数字化焊接和生产数字化焊接设备方面,除对数字化焊接设备中电力电子器件与磁性器件性能的研究和优化匹配、数字化电源功率换能性能、主电路拓扑结构和PWM控制优化、大功率逆变式数字化电源电磁兼容性以及数字化电源的建模、仿真等科学进行深进的研究探讨之外,更重要的是打破体制与机制的束缚,通过产学研结合的方式进一步加强应用性的试验研究,这样才能推动焊接技术数字化的持续发展。
目前,产业发达国家的焊机制造厂商几乎全部进进逆变焊机时代。这是由于逆变焊机对大幅度节省原材料(铜、硅钢片),降低制造本钱,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造业产品更新换代的必由之路。
由于近几年国家从基金攻关课题的角度经费投进较少,行业中原有的科研院所、大专院校新技术、新产品研发能力明显减弱。而有一批新兴的企业团体逐步发展壮大。呼吁这些有实力的企业团体,要看到我国明天的焊接市场需求,瞄准国际焊接技术的发展方向,投进人力、物力,不惜重金把握先进技术。在我国焊接行业中逐步形成多家大型企业团体,以进步国内焊接企业在国际市场的竞争力。例如:华崴团体在逆变焊接电源领域瞄准国际尖端技术,不断开发焊机中的高档精品,与焊接界同仁共同努力,将国产逆变式焊接电源产品推向国际先进水平,在逆变焊接电源领域达到强国地位。
在实现微机化的基础上,我所最近又进一步提出了“智能化”的奋斗目标:未来的焊机将包含:对各种信息、数据、图像和逻辑的处理和综合;对焊接规范的智能化设计;对焊接规范曲线的程序化设定和视屏编程;对各种焊接工艺参数(即专家系统)的存储和选用;对焊接质量的检验和判定;对废品的剔除和合格质量水平的认定,对机电一体化系统的编程控制和多语言的操纵系统等等。使操纵者“傻瓜化”,做到真正意义上的高质、高速、高效、高益、走节能可持续发展的路。
数字化焊接技术发展的关键在人才,面向21世纪的焊接专家应把握数字化技术为核心的控制技术,既懂焊接又懂数字化控制.高层次的人才应以宽厚的基础知识为底功,高出发点、高水平跟踪数字化技术,研发数字化新技术.低中层次人才应以熟练应用操纵化新技术。低中层次人才应以熟练应用操纵为培养目标,以适应现代焊接的需要,同时充分利用数字化焊接技术功能和潜力,并取得最佳焊接效果。
- 下一篇:舒勒 金属成形领域领航者
- 上一篇:MES系统如何搭建数字化工厂?


编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42