
提高生产效率的工件夹紧解决方案
微信公众号

对立方体部件进行安全的装卡:这是Claas Industrietechnik公司制造设计师Stefan Picht在2002年接手液压系统预加工部门工作时的工作目标之一,他从有名的供应厂商那里得到报价并对各种不同的模型进行测试。
Hilma TS 125 L型卡座夹持系统可为多达16个工件提供装卡机会。尽管部件最为昂贵,但是采购仍是值得的。Picht说道:“对一次性较高的投资,我每天都可以回收一部分。”根据他的看法,关键点便是Hilma TS 125 L型装卡系统所达到的装卡安全性。“除了有很高的作业安全性之外,该款装卡系统还有另外一个优点,那就是由于工件夹持牢固,我们的进给速度也可以得到提高,从而达到更高的生产效率。”

图1 在两个换装和转载工位上设有可提高人体舒适度和夹持安全性的操作系统
被Hilma卡座装卡系统所折服
由于获得了良好的作业经验,在此期间还有大量的卡座装卡系统陆续投入使用。今天,在四面体装卡卡座当中,除了八套TS 125型装置之外,还有三套TS Vector型装置被用于对较大重量的工件进行装卡。此外,还使用了一套三面体的TS 125 Tristar型装卡系统。Claas Industrietechnik公司还采用了六套MSH多重装卡系统和许多其他类型的Hilma卡钳装置来固定部件。
这家位于Paderborn地区的系统供应厂商还制造用于传动设备、农机移动液压设备和市政公用汽车等的零部件。Claas Industrietechnik公司作为原同名农机公司的扩展工厂而成立于1956年,公司位于距离Harsewinkel地区60多公里的地方。今天,这家设备供应厂商是一家拥有700名员工、其1/4的用户为Claas集团之外的独立企业。
卡座装卡系统属于灵活生产技术方案的一个组成部分
装卡系统被用于“液压系统预生产”部门,它属于Claas公司内部“灵活生产系统”生产解决方案的一个组成部分,该灵活生产系统由两套Heckert CWK 400 D型和两套HEC 400型卧式四轴加工中心组成,并与芬兰Fastems全自动托盘调度站相连接。
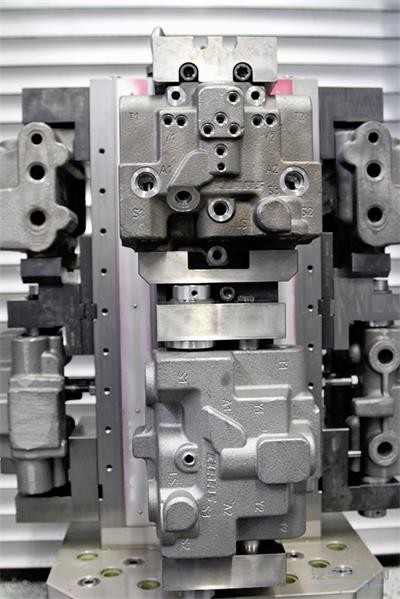
图2 今天,Claas Industrietechnik公司采用高度灵活的标准型装卡卡座,工件由经个性化设计的专用卡盘进行夹持
在两层结构的托盘调度站里,有四十个储位存放着带有装卡卡座的托盘。因为多达90%的部件在加工过程中都需要接受两次装卡,因此在每个装卡卡座上既可以看到等待第一道加工的毛坯工件,也可以看到等待精加工的部件。机器人把托盘取走,并把它传送给相应的生产设备,装卡卡座在两个换装位上承接工件。

图3 即使在加工复杂部件,也只需两次装卡即可完成生产:每次采用四面夹持,即可完成六个成品工件
四台加工中心对尤其像阀壳和泵体部件等复杂的液压元件进行加工,每年大约加工92 000件,此类部件基本上都是灰口铸铁、球墨铸铁或铝合金等材质。在重量、尺寸和几何外形方面,大约有240件不同工件,相互之间差别很大:重量从1~15 kg,尺寸从100 mm×80 mm×53 mm一直到125 mm×100 mm×242 mm,铸造外形从正方体可一直到自由成型,生产的数量则在10~500件(备品备件加工)之间波动。
由于部件品种多达200多种,因此不难理解为何最初所采用的工件专用特殊装卡装置的装卡方式会比较费事、昂贵和不灵活了。而今天的技术方案则完全相反,这是因为现在只需使卡盘与工件进行匹配即可。Picht说道:“现在我们拥有了设有特殊卡盘的标准型夹具,使用了专门针对我们的要求而研发出来的特种卡盘,其占比达到90%。”其余的工装夹具则均为通用型的,并维持不变。
采用可更换型卡盘可以减少工件夹持边的数量
针对标准应用场合,Roemheld公司可以提供品种繁多的可更换型卡盘。通过向用户提供个性化的卡盘方案,使得此类产品的品种得到进一步地扩展。供货范围涵盖了可快速更换的卡盘产品。硬质合金钳口可以对非平行的装卡面进行补偿,也可对夹持边较窄的工件进行强力夹持,必要时也可借此来减少工件的夹持边缘数。
通过采用TUC涂层的半标准卡盘,可以在不改变夹持力的情况下显著提高保持力,例如在强力切削作业时对薄壁工件的安全夹持。“当遇到新的部件加工任务时,我们会从Claas公司那里得到针对特种卡盘的询价单,这样的事情通常每年都要出现数次。”位于Hilchenbach地区的Roemheld公司的工件装卡系统产品经理Karl-Heinz Stötzel解释说。Stefan Picht接着便会把部件数据发送给Hilchenbach的富有经验的设计师们。设计人员便会开发出相应的装卡技术方案,Claas公司会得到以图纸或3D图形方式的建议。“在争取实现最佳技术方案方面,我们总是会在工作准备部门、部件设计部门和Roemheld公司的设计部门之间进行热络的信息交换。”Picht报告说。产品经理Stötzel指出,这些工作都很有难度:“对于我们设计部门来说,要把卡盘设计成能够确保工件达到最佳的加工便利程度,这可是一个挑战。”
设有操作系统的换装和转载的工位
采用的所有工件装卡系统均为纯机械操作方式。Claas公司使用了涉及两款技术方案的Hilma-TS-125型装卡卡座装置,该款带有手动功能的装卡系统由一个丝杆进行操作,夹持力在中央卡盘处呈均匀增大。而TS 125 Vector型装卡装置则由两个丝杆进行操作,两个夹持位置互为独立,可分别设定不同的夹持力,所有TS装卡卡座系统通过一个安装在装载站上的操作系统进行操作。
悬挂在平衡器上滑行的气动发动机由操作人员取来放置在装卡卡座的丝杆上,通过脚踏开关来实现操作。操作人员双手总处于腾空状态,以便对工件进行操作。夹持力是可重复生成的,这很有利于工位上的人体舒适度和装卡安全性。为了防止事故发生,操作人员必须先把扭矩发动机栓在换装工位上,然后方可通过感应器发出一个信号,表明机器人可以把携带工装夹具的托盘取走。
生产设计人员Picht透露说,Claas公司对多年来的合作非常满意:“咨询、沟通、项目执行和服务等方面都很好。夹具装置的质量很高,操作简便且可靠。在提高生产效率和安全性方面的改进力度要比我们最初所期待的更大。”为了进一步提高产量,Claas Industrietechnik公司在将来还应该把更多的工件放置到带有特殊卡盘的标准型装卡卡座系统上。“尤其是针对铝质部件的加工,这些工装夹具更具优势,生产流程时间越来越短,因此装卡工作就显得越来越重要了。”- 下一篇:翰默品质的刀具预调
- 上一篇:工业4.0中智能动态生产管理系统
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37