
机器视觉技术可帮企业完成不可能完成的任务?
微信公众号

机器视觉的引入,代替传统的人工检测方法,极大地提高了投放市场的产品质量,提高了生产效率。而且机器视觉技术具有提高生产的柔性和自动化程度的特点。
机器视觉技术主要组成部分包括照相机、摄像头、图像传感器、视觉处理和通信设备。而且,随着人工智能的发展,一旦与智能设备结合,如无人驾驶汽车、无人机或智能机器人等,可为设备提供操作控制,帮助其捕捉和处理图像,并测量决策所需要的各种特殊数据。
在现代自动化生产过程中,人们将机器视觉技术广泛地用于工况监视、成品检验和质量控制等领域。另外,机器视觉技术在解决复杂工业任务方面也会十分可靠。机器视觉工业检测系统就其检测性质和应用范围而言,分为定量和定性检测两大类,每类又分为不同的子类。机器视觉在工业在线检测的各个应用领域十分活跃,如:印刷电路板的视觉检查、钢板表面的自动探伤、大型工件平行度和垂直度测量、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量等。在未来的工业发展中它也会应用到很多方面,比如在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,用机器视觉代替人工视觉;同时,在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,这样用机器视觉检测方法可以大大提高生产效率和生产的自动化程度等等。
正由于工业领域使用了机器视觉系统,越来越多的其他技术也在寻求与之融合,从而强化了机器视觉技术市场的蓬勃发展之势。与各类机构或教育场所中应用的普通视觉系统相比,工业机器视觉技术更加健全,稳定性和准确性更高,成本也比军队、航空、国防和政府的应用技术更低。
那么工业机器视觉技术具体是怎样发挥作用的?那就来举些例子吧。
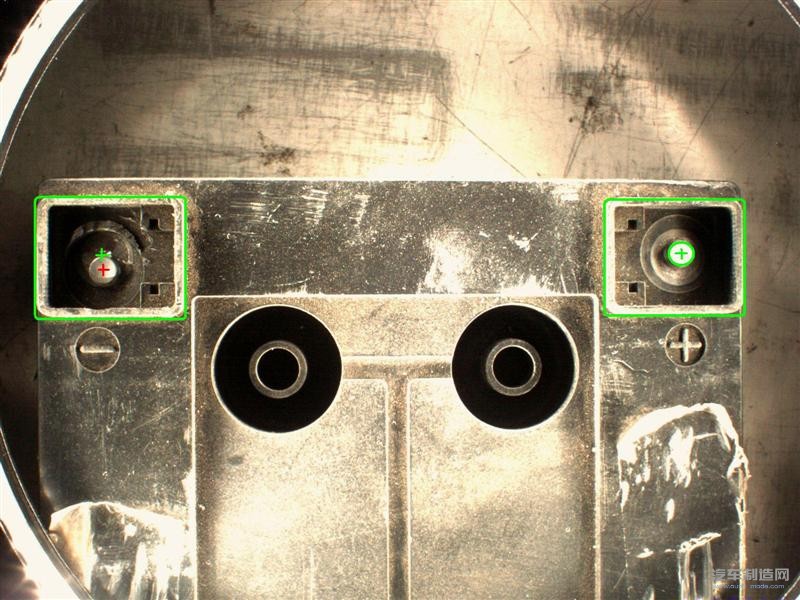
第一、在检查生产原材料和最终成品质量是否有缺陷时,机器视觉系统特别有用。比如,一旦发现问题,它会即刻定位问题的所在,并通知生产线解决该问题。
第二、机器视觉还能通过识别标签来追踪生产流程。其中,照相机可以读取标签,获取指导产品登记、确认处于供应链哪个阶段等关键信息。智能摄像头和传感器可以完成数字化信息传输,解码它们所获得的信息,免除人力解释的成本。
第三、机器可根据自身决定是否要与中央控制系统通信,传输信息等等。
不过,目前全球用户对视觉技术的飞速发展还缺乏匹配认知,行业发展必然面临挑战。此外,系统依赖的集成电路相当复杂,对制造商而言是个难题,这也限制了市场实现更平稳的增长。
总之,不管怎样,随着机器视觉技术自身的成熟和发展,可以预计它将在现代和未来制造企业中得到越来越广泛的应用。- 下一篇:智能制造:从汽车行业借鉴成功经验
- 上一篇:工业机器人实现柔性制造离不开的核心部件
-
2025上海车展丨五菱工业解码”智造DNA”
2025-04-27 -

柯马签订具有约束力的协议收购 Automha
2025-04-17 -

高效协同新范式:比亚迪叉车领创智能搬运革新
2025-04-17 -

高歌猛进,奔赴“双碳”——比亚迪叉车助力轮胎
2025-04-10

编辑推荐





最新资讯
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21