
优蒂利(Util)集团专用液压精冲生产线
2017-08-09 22:08:03·
微信公众号

近60年来,总部位于意大利的汽车制动部件生产商优蒂利(Util)集团始终致力于为全球各地的汽车、卡车等车辆的OEM制造商提供精冲背板、刹车蹄铁、活塞夹、弹簧等部件产品。在最近,该公司开始为2017款沃尔沃S90(Volvo S90)、吉普自由光(Jeep Cherokee)、现代飞思(Hyundai Veloster)、途胜(Tucson)以及马自达CX-5(Ma
近60年来,总部位于意大利的汽车制动部件生产商优蒂利(Util)集团始终致力于为全球各地的汽车、卡车等车辆的OEM制造商提供精冲背板、刹车蹄铁、活塞夹、弹簧等部件产品。在最近,该公司开始为2017款沃尔沃S90(Volvo S90)、吉普自由光(Jeep Cherokee)、现代飞思(Hyundai Veloster)、途胜(Tucson)以及马自达CX-5(Mazda CX-5)等品牌车型生产精冲部件。
据Util美洲区总裁兼总经理Frank Taraschi介绍,Util集团在全球共设有四家工厂,拥有员工人数1,400名,作为全球精密冲压技术领域的先行者,Util在1968年就率先使用精冲技术生产出制动背板和蹄铁。一般来说,精冲工艺被广泛用于公差范围小、平整度高的制动背板的成形加工中。
在全球范围内,Util公司拥有25条专用液压精冲生产线,其冲压能力介于600至880吨,每年消耗约9万吨钢。而其加拿大工厂(位于安大略省康科德)安装的七条精冲线是本文的重点,该工厂每年消耗约4.5万吨钢。
吐故纳新
2016年年底,Util 加拿大工厂安装了一条最先进的新型精冲生产线,公司方面期望借此来开拓新业务和新客户。该工厂占地面积为20,000平方米,其中有9,200平方米被用于精冲作业。此外,该工厂还涵盖售后市场生产、内部模具工程设计和制造、仓储和分销等业务。
“我们加拿大的业务被誉为美洲地区卓越技术的焦点,”Taraschi说,“并且指导着墨西哥工厂的业务实践。”该工厂执行传统常规的业务诸如精细冲压、焊接、型锻、渐进式和多层五金冲压以及降噪式垫片冲压等。
当被问及公司精冲能力未来发展的规划时,技术总监Alessandro Luppis 表示:“客户指定的公差要求越来越严格,因为这些关键尺寸(平面度和外部尺寸)会在制动过程中干扰卡钳。通常,我们会对5-8mm厚的高强度钢进行精冲,但是在某些情况下,材料厚度甚至会达到10-12mm,因此我们需要坚固的加工设备。而我们最新的生产线就能够满足客户对尺寸和平面度公差的严格要求,这也在一定程度上提升了我们在价格方面的竞争力。”
本质上是一个冷挤压过程
精密冲压采用复杂的工具,在一个操作步骤或冲程内生产出平滑光亮的成品零件。与传统冲压不同,该工具对坯料施加反压力,实现干净利落的零件剪切,最终呈现异常平整的边缘以及优异的平面度公差,并且零件不需要进行研磨或钻铣这样的二次机械加工。
“精冲的模具间隙是传统冲压的十分之一,”Util运营总监Massimiliano Miletto Petrazzini说道,“这有助于消除制动背板边缘的撕裂情况。”
精冲工艺采用间隙非常紧密的模具——间隙值为材料厚度的1%或更少。传统铸造和加工的零件可以在单个冲压设置中通过精冲被打造出来,从而使尺寸精度(材料厚度适用于Util 集团)保持±0.05mm以内,顶面和底面之间的边缘垂直度介于±0.0125mm。
Petrazzini补充说:“过去3-4年以来,我们注意到北美地区的OEM厂商期望其质量能够与欧洲OE(original equipment 原装配件)市场相媲美。所以为了保持领先优势,我们必须增加这条全新的、高效率的生产线。”
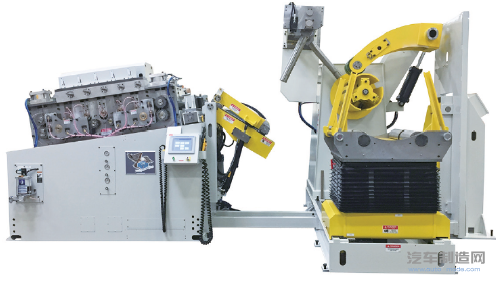
解析全新精冲线
去年年底,Util加拿大工厂装备了新的精冲生产线,使其技术跃升到新的精度和坚固水平,并为开辟新客户和新市场创造机遇。该生产线配有一款来自日本森铁工株式会社(Mori Iron Works Co.,)提供的液压机,液压机由Coe Press Equipment公司(位于美国密歇根州的斯特灵海茨)唯一指定的进料线送料。该进料线包含Coe 精冲版的HD矫直机、带HD压紧臂的卷料机以及鳄口式剥皮扭线机。矫直机提供用于生产出平面度和尺寸公差所需的必要的轧制力和刚度。
“我们通常对各种等级的钢材进行精冲加工,其中包括高强度低合金钢(HSLA),”Luppis表示。“最近,我们需要精冲8mm厚的AISI 等级的4140钢材(拉伸强度655MPa,屈服强度415MPa),这是一种冷轧高强度合金(锰含量0.75-1.00,铬含量0.80-1.1,碳含量0.38-0.43)。新型卷料机的坚固性在加工这种材料时表现令人惊喜。”
Petrazzini还表示:“我们需要一种坚固耐用、稳定可靠的矫直机。因为我们要必须保持稳定的产能,避免计划外停机。新设备完全符合这些要求,机器的整体刚度成为关键标准。在评估机器设计时,我们认为关键组件过大的尺寸确保了稳定和一致的性能。”
除了电动矫直机(127×610mm)之外,设备配置还包括一个用于免手穿线的穿线台(610×460mm),一款7,000公斤容量以及610mm规格的带多个液压工具和电动尾轮的卷料装置,用于放置线圈。
“我们可以使用这条生产线来加工厚度介于3-12mm的高强度钢材,其屈服强度为620MPa,”Luppis补充道,“取决于材料的宽度,收益率可达到80ft/min。”
商业创建者
Luppis和Petrazzini都表示,虽然制动系统部件占Util集团90%的业务份额,但公司力求实现业务的多元化,以渗入不同的产品和市场领域,开辟更多新的机遇。
“有成千上万的零部件是通过精密冲压制成的,这一专业化的工艺在许多情况下已取代了机械加工,”Luppis继续说道,“凭借可精冲加工12mm厚材料的能力,预计我们将很快迎来新的发展。”
据Util美洲区总裁兼总经理Frank Taraschi介绍,Util集团在全球共设有四家工厂,拥有员工人数1,400名,作为全球精密冲压技术领域的先行者,Util在1968年就率先使用精冲技术生产出制动背板和蹄铁。一般来说,精冲工艺被广泛用于公差范围小、平整度高的制动背板的成形加工中。
在全球范围内,Util公司拥有25条专用液压精冲生产线,其冲压能力介于600至880吨,每年消耗约9万吨钢。而其加拿大工厂(位于安大略省康科德)安装的七条精冲线是本文的重点,该工厂每年消耗约4.5万吨钢。
吐故纳新
2016年年底,Util 加拿大工厂安装了一条最先进的新型精冲生产线,公司方面期望借此来开拓新业务和新客户。该工厂占地面积为20,000平方米,其中有9,200平方米被用于精冲作业。此外,该工厂还涵盖售后市场生产、内部模具工程设计和制造、仓储和分销等业务。
“我们加拿大的业务被誉为美洲地区卓越技术的焦点,”Taraschi说,“并且指导着墨西哥工厂的业务实践。”该工厂执行传统常规的业务诸如精细冲压、焊接、型锻、渐进式和多层五金冲压以及降噪式垫片冲压等。
当被问及公司精冲能力未来发展的规划时,技术总监Alessandro Luppis 表示:“客户指定的公差要求越来越严格,因为这些关键尺寸(平面度和外部尺寸)会在制动过程中干扰卡钳。通常,我们会对5-8mm厚的高强度钢进行精冲,但是在某些情况下,材料厚度甚至会达到10-12mm,因此我们需要坚固的加工设备。而我们最新的生产线就能够满足客户对尺寸和平面度公差的严格要求,这也在一定程度上提升了我们在价格方面的竞争力。”
本质上是一个冷挤压过程
精密冲压采用复杂的工具,在一个操作步骤或冲程内生产出平滑光亮的成品零件。与传统冲压不同,该工具对坯料施加反压力,实现干净利落的零件剪切,最终呈现异常平整的边缘以及优异的平面度公差,并且零件不需要进行研磨或钻铣这样的二次机械加工。
“精冲的模具间隙是传统冲压的十分之一,”Util运营总监Massimiliano Miletto Petrazzini说道,“这有助于消除制动背板边缘的撕裂情况。”
精冲工艺采用间隙非常紧密的模具——间隙值为材料厚度的1%或更少。传统铸造和加工的零件可以在单个冲压设置中通过精冲被打造出来,从而使尺寸精度(材料厚度适用于Util 集团)保持±0.05mm以内,顶面和底面之间的边缘垂直度介于±0.0125mm。
Petrazzini补充说:“过去3-4年以来,我们注意到北美地区的OEM厂商期望其质量能够与欧洲OE(original equipment 原装配件)市场相媲美。所以为了保持领先优势,我们必须增加这条全新的、高效率的生产线。”
解析全新精冲线
去年年底,Util加拿大工厂装备了新的精冲生产线,使其技术跃升到新的精度和坚固水平,并为开辟新客户和新市场创造机遇。该生产线配有一款来自日本森铁工株式会社(Mori Iron Works Co.,)提供的液压机,液压机由Coe Press Equipment公司(位于美国密歇根州的斯特灵海茨)唯一指定的进料线送料。该进料线包含Coe 精冲版的HD矫直机、带HD压紧臂的卷料机以及鳄口式剥皮扭线机。矫直机提供用于生产出平面度和尺寸公差所需的必要的轧制力和刚度。
“我们通常对各种等级的钢材进行精冲加工,其中包括高强度低合金钢(HSLA),”Luppis表示。“最近,我们需要精冲8mm厚的AISI 等级的4140钢材(拉伸强度655MPa,屈服强度415MPa),这是一种冷轧高强度合金(锰含量0.75-1.00,铬含量0.80-1.1,碳含量0.38-0.43)。新型卷料机的坚固性在加工这种材料时表现令人惊喜。”
Petrazzini还表示:“我们需要一种坚固耐用、稳定可靠的矫直机。因为我们要必须保持稳定的产能,避免计划外停机。新设备完全符合这些要求,机器的整体刚度成为关键标准。在评估机器设计时,我们认为关键组件过大的尺寸确保了稳定和一致的性能。”
除了电动矫直机(127×610mm)之外,设备配置还包括一个用于免手穿线的穿线台(610×460mm),一款7,000公斤容量以及610mm规格的带多个液压工具和电动尾轮的卷料装置,用于放置线圈。
“我们可以使用这条生产线来加工厚度介于3-12mm的高强度钢材,其屈服强度为620MPa,”Luppis补充道,“取决于材料的宽度,收益率可达到80ft/min。”
商业创建者
Luppis和Petrazzini都表示,虽然制动系统部件占Util集团90%的业务份额,但公司力求实现业务的多元化,以渗入不同的产品和市场领域,开辟更多新的机遇。
“有成千上万的零部件是通过精密冲压制成的,这一专业化的工艺在许多情况下已取代了机械加工,”Luppis继续说道,“凭借可精冲加工12mm厚材料的能力,预计我们将很快迎来新的发展。”
- 下一篇:性能表现最佳的机床...
- 上一篇:轴类零件的灵活制齿
举报 0
收藏 0
分享 109
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04