
eldec 感应加热工艺:确保焊接所需的理想加工温度
2017-10-25 17:39:43·
微信公众号

汽车很多零部件的生产都离不开焊接过程。从整体来看,焊接工艺越来越重要,如在汽车传动齿轮中,许多螺栓均可被焊接连接取代,从而可以降低部件重量和材料成本。在焊接过程中,预热起到非常重要的作用。这可防止所谓热影响区域(即邻近焊
汽车很多零部件的生产都离不开焊接过程。从整体来看,焊接工艺越来越重要,如在汽车传动齿轮中,许多螺栓均可被焊接连接取代,从而可以降低部件重量和材料成本。在焊接过程中,预热起到非常重要的作用。这可防止所谓热影响区域(即邻近焊缝的区域)中的材料结构硬化。通过这种方式可在最大程度上避免部件焊接后开裂的风险。然而,现代汽车生产的加工速度对加热工艺来说是一项特别的挑战:在自动化过程中,一个部件要在几秒之内准确达到定义的温度。eldec 的感应加热工艺完全符合此要求:埃马克公司针对此项革新技术研发了全面的解决方案。完全根据部件量身定制适当的感应电源和感应器。在部件上进行的多项实验奠定了可靠的基础。最终一套耐用且高效并能轻松运用到生产线的解决方案将会得出。
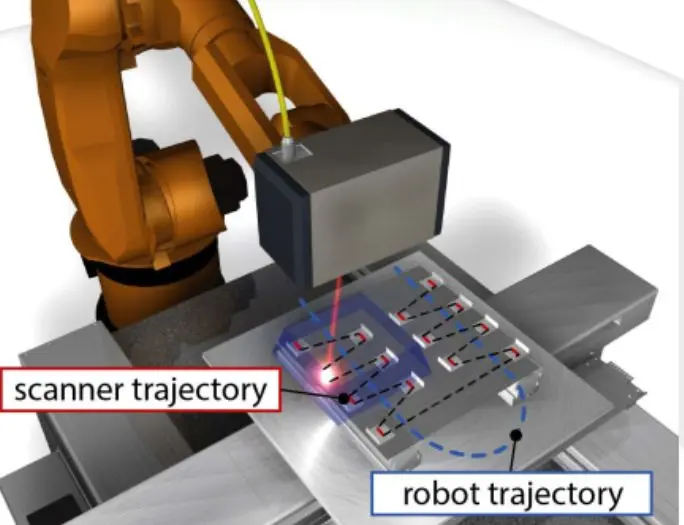
在几秒之内制造大量产品而且毫无加工缺陷——汽车制造行业的核心要求向大批量部件的焊接提出了极大挑战。为确保所要求的进程安全及生产效率,可将此工艺集成到包含检测和清洗流程、刷涂加工以及焊缝超声波检测在内的完整进程中。即如 eldec 的研发应用工程区域副总裁 Dirk Schlesselmann 博士解释的那样,在焊接进程前对部件精确地加热有着至关重要的作用。“传动齿轮或活塞必须精准地并以最快速度加热到所需的大约 160 至 180 摄氏度的加工温度。当然此时部件不可过热,否则会出现硬度降低、氧化或变形等现象。在此前提下,快速、精确并且计量精准的感应加热便是一种理想的工艺。”
免维护的高效技术
几十年来, eldec 的专家已掌握了与可纳入上级焊接系统的感应加热进程相关的先进技术。在位于 Dornstetten 的基地可生产所需要的感应电源以及感应器——两者均拥有高效的制造过程。感应电源的优势还在于拥有非常先进的电子器件和控制技术。由此可以简便地集成在机床中或量身定制地进行配置。而且此技术极为可靠。“我们制造出免维护的变频器,可以放心地在机床中可靠工作”,Schlesselmann 博士总结道。另一方面,专家们在此工艺过程中融汇了感应器研发的丰富经验,能够根据需要在初期阶段即为客户提供支持。采用试验型感应器和感应电源可进行多种实验研究。例如借助热成像图可检查是否在部件上真的只有所希望的区域被加热。近期以来,使用数值计算方法还能精确地确定部件上电磁场的作用。“我们会有效地考察部件内部情况”,Schlesselmann 博士解释说,“并随之相应调整感应器的几何尺寸以及感应电源的功率等级,使其可完美地实现加热任务”。eldec 的专家们还可提供 1.5 至 1500 kW 的中高频感应电源以及 50 至 3000 kW 的 DF 和 SDF® 感应电源。此外还可提供配备两个至八个输出端功率既可相互独立也可同时操控的设备。这对于需要加热多台感应器时十分有利。如此可以仅用一台感应电源供能。
从工艺流程获得利益最大化
总的来说,eldec 的感应专家在焊接领域中取得了一系列成果——部分还达到了极为优异的性能参数。当前对于节拍时间的要求已经开始朝五秒钟的方向发展。“我们试图用上述方法从工艺流程中获得最大优势”,Schlesselmann 博士强调,“之后当然也可能需要把加热过程延长到两个节拍。我们的优势正好在于发现是否有必要并将进程设计得尽量简捷”。最终,客户肯定能从因快速加热而缩短的加工时间中得益。此外,加热范围50只限于较小的部件体积。与其他同类工艺相比,例如均匀磁场加热(Uniform Magnetic Heating),这也是一个决定性的优势。
“在此背景下,作为机床制造商及焊接生产工艺研发者,我们预计有很大的市场机会”,Schlesselmann 博士最后总结说,“与其他的部件加热解决方案相比,客户可获得更快和更高效的工艺技术。此外,我们减少了客户在研发领域中的总体支出,因为我们可根据客户要求完全单独配置加热工艺。这些优势会在市场上体现出来”。
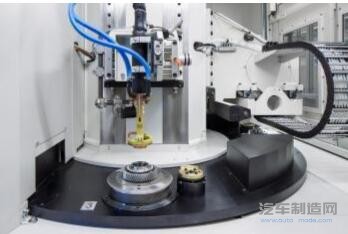
用于焊接的感应预热:部件可在几秒钟之内达到所需的加工温度
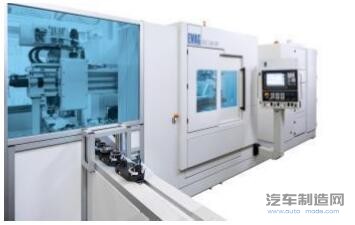
系列产品中的完美补充:EMAG Automation 公司新型的 ELC 160 HP 也使用了 EMAG eldec 感应电源

eldec 感应电源配备了非常先进的电子器件和控制技术。由此可以很方便集成到机床中

感应器的几何形状与加热部件极为匹配,精确度达到毫米
在几秒之内制造大量产品而且毫无加工缺陷——汽车制造行业的核心要求向大批量部件的焊接提出了极大挑战。为确保所要求的进程安全及生产效率,可将此工艺集成到包含检测和清洗流程、刷涂加工以及焊缝超声波检测在内的完整进程中。即如 eldec 的研发应用工程区域副总裁 Dirk Schlesselmann 博士解释的那样,在焊接进程前对部件精确地加热有着至关重要的作用。“传动齿轮或活塞必须精准地并以最快速度加热到所需的大约 160 至 180 摄氏度的加工温度。当然此时部件不可过热,否则会出现硬度降低、氧化或变形等现象。在此前提下,快速、精确并且计量精准的感应加热便是一种理想的工艺。”
免维护的高效技术
几十年来, eldec 的专家已掌握了与可纳入上级焊接系统的感应加热进程相关的先进技术。在位于 Dornstetten 的基地可生产所需要的感应电源以及感应器——两者均拥有高效的制造过程。感应电源的优势还在于拥有非常先进的电子器件和控制技术。由此可以简便地集成在机床中或量身定制地进行配置。而且此技术极为可靠。“我们制造出免维护的变频器,可以放心地在机床中可靠工作”,Schlesselmann 博士总结道。另一方面,专家们在此工艺过程中融汇了感应器研发的丰富经验,能够根据需要在初期阶段即为客户提供支持。采用试验型感应器和感应电源可进行多种实验研究。例如借助热成像图可检查是否在部件上真的只有所希望的区域被加热。近期以来,使用数值计算方法还能精确地确定部件上电磁场的作用。“我们会有效地考察部件内部情况”,Schlesselmann 博士解释说,“并随之相应调整感应器的几何尺寸以及感应电源的功率等级,使其可完美地实现加热任务”。eldec 的专家们还可提供 1.5 至 1500 kW 的中高频感应电源以及 50 至 3000 kW 的 DF 和 SDF® 感应电源。此外还可提供配备两个至八个输出端功率既可相互独立也可同时操控的设备。这对于需要加热多台感应器时十分有利。如此可以仅用一台感应电源供能。
从工艺流程获得利益最大化
总的来说,eldec 的感应专家在焊接领域中取得了一系列成果——部分还达到了极为优异的性能参数。当前对于节拍时间的要求已经开始朝五秒钟的方向发展。“我们试图用上述方法从工艺流程中获得最大优势”,Schlesselmann 博士强调,“之后当然也可能需要把加热过程延长到两个节拍。我们的优势正好在于发现是否有必要并将进程设计得尽量简捷”。最终,客户肯定能从因快速加热而缩短的加工时间中得益。此外,加热范围50只限于较小的部件体积。与其他同类工艺相比,例如均匀磁场加热(Uniform Magnetic Heating),这也是一个决定性的优势。
“在此背景下,作为机床制造商及焊接生产工艺研发者,我们预计有很大的市场机会”,Schlesselmann 博士最后总结说,“与其他的部件加热解决方案相比,客户可获得更快和更高效的工艺技术。此外,我们减少了客户在研发领域中的总体支出,因为我们可根据客户要求完全单独配置加热工艺。这些优势会在市场上体现出来”。
用于焊接的感应预热:部件可在几秒钟之内达到所需的加工温度
系列产品中的完美补充:EMAG Automation 公司新型的 ELC 160 HP 也使用了 EMAG eldec 感应电源
eldec 感应电源配备了非常先进的电子器件和控制技术。由此可以很方便集成到机床中
感应器的几何形状与加热部件极为匹配,精确度达到毫米

编辑推荐





最新资讯
-
“锂”想万家——比亚迪叉车在家电行
2025-04-28 10:02
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22