
MES在汽车制造中的应用之业务篇(5) -- 路由控制
2017-11-15 17:19:12· 来源:MES交流
微信公众号

路由控制指的是输送线PLC根据MES下发的指令,决定车辆的后续输送方向。在2.4章节中,已经介绍了几个重要的质量路由功能,本文主要介绍其它几个重要的路由功能。
路由控制指的是输送线PLC根据MES下发的指令,决定车辆的后续输送方向。在2.4章节中,已经介绍了几个重要的质量路由功能,本文主要介绍其它几个重要的路由功能。
1. WBS路由
乘用车制造由冲、焊、涂、总四大工艺组成,在焊、涂之间有1个WBS缓存区,在涂、总之间有1个PBS缓存区。
WBS即Welded Body Store,已焊车身存储区。
PBS即Painted Body Store,已涂车身存储区。
在较旧的工艺条件下,如果在喷涂表面油漆工序需要换颜色,则需要设备停机、清洗、换油漆,因此为了减少停机时间和颜料浪费,通常会把同样颜色的车辆安排集中喷涂。
因此在WBS区域,首先会根据车辆订单的颜色,安排车辆成批次地出WBS进入涂装车间。
但是近些年来,随着喷涂工艺的进步,换颜色时无需停机清洗。此外,在喷涂表面油漆之前有一个较大的精排区域作为工序缓存区,因此WBS已不太关心精细的路由管理。
目前,WBS的功能主要是:
提供一个较大的缓存区域。
提供一个返回道,便于将车辆送回车辆维修。
通过RFID识别,对WBS车辆进行位置监控。
2. PBS路由
PBS位于涂装和总装之间,提供强大的路由调度功能。
此路由功能的设计,主要是基于以下业务需求:
由于生产订单是按照销售订单的顺序生成的,因此计划员希望车辆在总装车间的生产顺序尽可能和订单顺序一致。
物料部门希望某些零件按照一定的批次顺序进行配送。
某些工厂的生产部门希望不要频率地换车型,以减少工人在装配时的错误。
某些工厂的工艺部门希望在装配时穿插不同的配置,这样工人在装配时有快有慢,不容易疲劳。
通常PBS路由功能由MES及PLC、HMI、RFID等设备组成,并提供多种路由实现方式,如:
MES根据路由规则下发路由指令。
PLC根据路由规则自动实现调度。
工人通过HMI手动实现调度。
图2.5-1显示了一个PBS路由实例,R图标代表1个RFID阅读站:
车辆离开涂装车间,MES采集过站信息,并广播给ERP,用于实现生产监控和成本结算。
车辆进入PBS入口,MES通知输送线PLC入第几号道。入道规则:基于车型入道。
PBS区域包含1个快速道、1个返回道、4个普通道。快速道需要手动控制,车辆直接出PBS。返回道也需要手动控制,用于扣留或押后特定的车辆。
MES提供最小序列号和同车型按批量出道等规则,通知PLC自动出车。如最小序列号的算法:比较每个普通道的第1台车,将其中序列号最小的那台车出道。
车辆离开PBS后,经过输送线,进入拆车门工位,PBS出口和拆车门之间提供一段排序后的缓存区。

图2.5-1:BPS路由
3. 安全门控制
在2.4章介绍质量门的时候,我们介绍了可以通过道闸和信号灯来实现在关键区域间移动车辆的系统控制。
这一控制在装配完成后也得到体现,如图2.5-2展示了一个完整的装配后的安全门控制流程:
装配后,经检查质量正常的车辆,经1号和2号交车门,将车辆驶入物流停车场,移交给第三方物流公司。
对于需要路试的车辆,经3号门驶出工厂进行路试,完成后经4号门回到工厂。
对于需要做工艺扣留(扣留一段时间做进一步质量观察)的车辆,经5号门进入工艺停车场。扣留结束后,正常车辆出6号门并驶入物流停车场。
在工艺停车场或物流停车场发现有问题的车,经5号门、7号门等返回总装车辆维修。
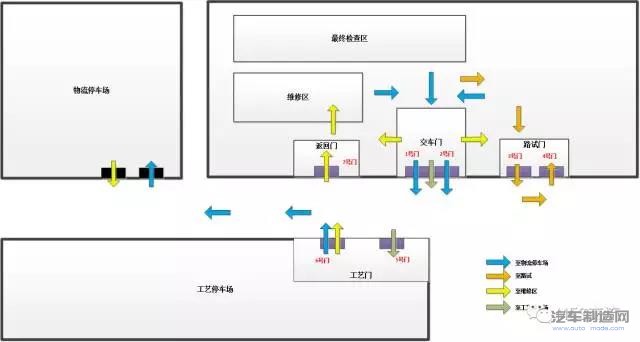
图2.5-2:安全门控制流程
1. WBS路由
乘用车制造由冲、焊、涂、总四大工艺组成,在焊、涂之间有1个WBS缓存区,在涂、总之间有1个PBS缓存区。
WBS即Welded Body Store,已焊车身存储区。
PBS即Painted Body Store,已涂车身存储区。
在较旧的工艺条件下,如果在喷涂表面油漆工序需要换颜色,则需要设备停机、清洗、换油漆,因此为了减少停机时间和颜料浪费,通常会把同样颜色的车辆安排集中喷涂。
因此在WBS区域,首先会根据车辆订单的颜色,安排车辆成批次地出WBS进入涂装车间。
但是近些年来,随着喷涂工艺的进步,换颜色时无需停机清洗。此外,在喷涂表面油漆之前有一个较大的精排区域作为工序缓存区,因此WBS已不太关心精细的路由管理。
目前,WBS的功能主要是:
提供一个较大的缓存区域。
提供一个返回道,便于将车辆送回车辆维修。
通过RFID识别,对WBS车辆进行位置监控。
2. PBS路由
PBS位于涂装和总装之间,提供强大的路由调度功能。
此路由功能的设计,主要是基于以下业务需求:
由于生产订单是按照销售订单的顺序生成的,因此计划员希望车辆在总装车间的生产顺序尽可能和订单顺序一致。
物料部门希望某些零件按照一定的批次顺序进行配送。
某些工厂的生产部门希望不要频率地换车型,以减少工人在装配时的错误。
某些工厂的工艺部门希望在装配时穿插不同的配置,这样工人在装配时有快有慢,不容易疲劳。
通常PBS路由功能由MES及PLC、HMI、RFID等设备组成,并提供多种路由实现方式,如:
MES根据路由规则下发路由指令。
PLC根据路由规则自动实现调度。
工人通过HMI手动实现调度。
图2.5-1显示了一个PBS路由实例,R图标代表1个RFID阅读站:
车辆离开涂装车间,MES采集过站信息,并广播给ERP,用于实现生产监控和成本结算。
车辆进入PBS入口,MES通知输送线PLC入第几号道。入道规则:基于车型入道。
PBS区域包含1个快速道、1个返回道、4个普通道。快速道需要手动控制,车辆直接出PBS。返回道也需要手动控制,用于扣留或押后特定的车辆。
MES提供最小序列号和同车型按批量出道等规则,通知PLC自动出车。如最小序列号的算法:比较每个普通道的第1台车,将其中序列号最小的那台车出道。
车辆离开PBS后,经过输送线,进入拆车门工位,PBS出口和拆车门之间提供一段排序后的缓存区。
图2.5-1:BPS路由
3. 安全门控制
在2.4章介绍质量门的时候,我们介绍了可以通过道闸和信号灯来实现在关键区域间移动车辆的系统控制。
这一控制在装配完成后也得到体现,如图2.5-2展示了一个完整的装配后的安全门控制流程:
装配后,经检查质量正常的车辆,经1号和2号交车门,将车辆驶入物流停车场,移交给第三方物流公司。
对于需要路试的车辆,经3号门驶出工厂进行路试,完成后经4号门回到工厂。
对于需要做工艺扣留(扣留一段时间做进一步质量观察)的车辆,经5号门进入工艺停车场。扣留结束后,正常车辆出6号门并驶入物流停车场。
在工艺停车场或物流停车场发现有问题的车,经5号门、7号门等返回总装车辆维修。
图2.5-2:安全门控制流程


编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42