
MES在汽车制造中的应用之业务篇(8) -- 位置判断
2017-11-15 17:28:52· 来源:MES交流
微信公众号

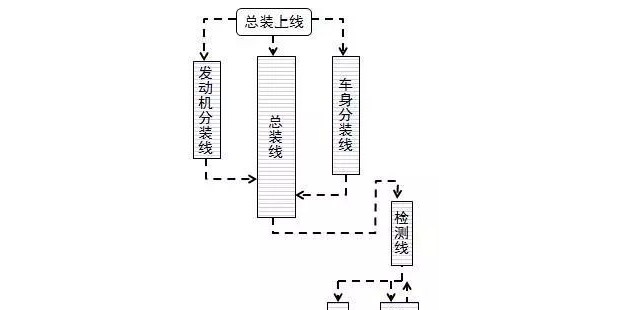
在整车厂总装车间的各主装配线,通常采用连续型输送线移动车辆,这就带来一个车辆识别的问题。我们知道,RFID阅读器或固定式条码阅读器通常安装在线头、线尾,这是因为当车辆载入或脱离线体时,载具在一段时间内保持静止状态,这就给了识别装具一定的时间进行识别和校验。
在整车厂总装车间的各主装配线,通常采用连续型输送线移动车辆,这就带来一个车辆识别的问题。我们知道,RFID阅读器或固定式条码阅读器通常安装在线头、线尾,这是因为当车辆载入或脱离线体时,载具在一段时间内保持静止状态,这就给了识别装具一定的时间进行识别和校验。
但是在总装车间,大部分装配工位特别是防错工位(如拧紧、捡料、打刻、涂胶、加注)都是在线体的中间,车辆一边移动一边进行装配作业。
在汽车装配行业,我们通常采用编码器和传感器,配合RFID阅读器进行位置计算和判断。
1. 编码器与位置计算
所谓编码器(Encoder)是一种能够精确输出自身轴的旋转角度(以及速度等)的专用设备。
进行同轴连接、固定安装后,输送线主电机带动编码器进行等速旋转,然后编码器将角度、速度等值通过ProfiNet等现场总线输出给PLC,PLC再结合输出齿轮外径值进行换算,得到输送线的移动距离。
编码器的精度较高,而且可判断状态(旋转/静止),可判断方向(正向/反向),并且和PLC的集成非常方便,因此应用较为广泛。
2. 传感器与位置判断
在汽车制造行业,对射式传感器应用非常广泛。
对射式传感器由一对发射器和接收器组成,发射器面向接收器发出一束红色LED光,由接收器进行接收。如果接收器在某个时间段内没有接收到光,则自动输出一个阻断信号。
由于车辆通常安装在专用载具上、按照一定的方向移动,当车辆或载具到达特定位置时,将传感器光信号阻断,则传感器可判断车辆或载具到达了约定的位置。
3. 应用示例
如图2.8-1所示,输送线集成了1个编码器与4个传感器:
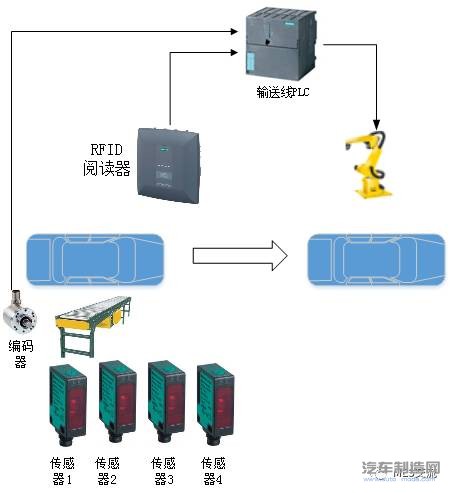
图2.8-1 输送线与编码器、传感器
其中,4个传感器的作用是:
1) 1号传感器采集载具进入线体的信号。
2) 2号传感器判断是否空车。传感器的安装高度大于载具高度,且有车时将光信号阻断。
3) 3号传感器触发读RFID操作。
4) 4号传感器判断工位70%位置。由于所有工位的长度一致,当车辆到达0号工位70%位置时,其它工位的车辆也到达各自工位的70%位置,而理论上所有的装配、防错作业都应该在70%的工位节拍时间内完成,剩下的时间进行工具复位、车辆离开准备等。
然后我们在PLC里维护一个各车辆VIN号、及进入线体时线体位移值的表:
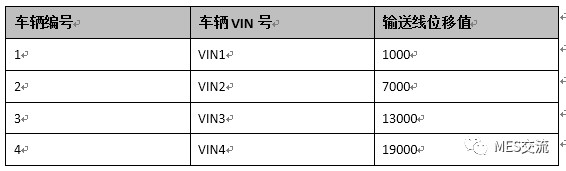
一段时间以后,输送线位移值增加,则各车辆的位移值也增加相等的值。
由于各工位是等距的,由此我们可以知道各位移值对应的工位:
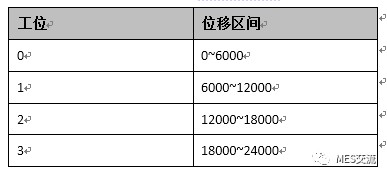
结合各车辆位移值、各工位位移区间,PLC就可以动态计算出各车辆所在工位、及在此工位的相对位置。
如3号车的位移值是13000,位于12000~18000区间,对应于2号工位。
但是在总装车间,大部分装配工位特别是防错工位(如拧紧、捡料、打刻、涂胶、加注)都是在线体的中间,车辆一边移动一边进行装配作业。
在汽车装配行业,我们通常采用编码器和传感器,配合RFID阅读器进行位置计算和判断。
1. 编码器与位置计算
所谓编码器(Encoder)是一种能够精确输出自身轴的旋转角度(以及速度等)的专用设备。
进行同轴连接、固定安装后,输送线主电机带动编码器进行等速旋转,然后编码器将角度、速度等值通过ProfiNet等现场总线输出给PLC,PLC再结合输出齿轮外径值进行换算,得到输送线的移动距离。
编码器的精度较高,而且可判断状态(旋转/静止),可判断方向(正向/反向),并且和PLC的集成非常方便,因此应用较为广泛。
2. 传感器与位置判断
在汽车制造行业,对射式传感器应用非常广泛。
对射式传感器由一对发射器和接收器组成,发射器面向接收器发出一束红色LED光,由接收器进行接收。如果接收器在某个时间段内没有接收到光,则自动输出一个阻断信号。
由于车辆通常安装在专用载具上、按照一定的方向移动,当车辆或载具到达特定位置时,将传感器光信号阻断,则传感器可判断车辆或载具到达了约定的位置。
3. 应用示例
如图2.8-1所示,输送线集成了1个编码器与4个传感器:
图2.8-1 输送线与编码器、传感器
其中,4个传感器的作用是:
1) 1号传感器采集载具进入线体的信号。
2) 2号传感器判断是否空车。传感器的安装高度大于载具高度,且有车时将光信号阻断。
3) 3号传感器触发读RFID操作。
4) 4号传感器判断工位70%位置。由于所有工位的长度一致,当车辆到达0号工位70%位置时,其它工位的车辆也到达各自工位的70%位置,而理论上所有的装配、防错作业都应该在70%的工位节拍时间内完成,剩下的时间进行工具复位、车辆离开准备等。
然后我们在PLC里维护一个各车辆VIN号、及进入线体时线体位移值的表:
一段时间以后,输送线位移值增加,则各车辆的位移值也增加相等的值。
由于各工位是等距的,由此我们可以知道各位移值对应的工位:
结合各车辆位移值、各工位位移区间,PLC就可以动态计算出各车辆所在工位、及在此工位的相对位置。
如3号车的位移值是13000,位于12000~18000区间,对应于2号工位。


编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01