
MES在汽车制造中的应用之工艺篇(4) -- 变速器制造工艺
2017-11-16 09:17:54· 来源:MES交流
微信公众号

变速器的制造过程与发动机类似,由三大工艺组成:机加、装配、检测。
变速器的制造过程与发动机类似,由三大工艺组成:机加、装配、检测。
图1.4-1显示了变速器工厂的主要作业流程:
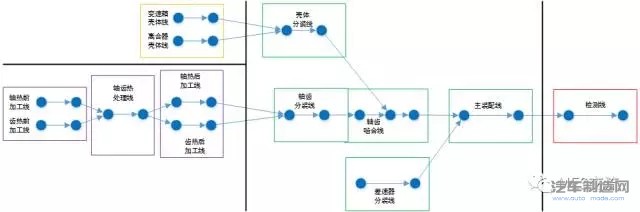
图1.4-1:变速器主要作业流程
在机加车间,进行变速器壳体(变壳)、离合器壳体(离壳)、齿轮、齿轮轴的机械加工。
变壳、离壳的加工主要是将毛坯分步骤精细加工,通常上线后就打刻激光二维码,然后在整个加工过程中都可以通过此二维码进行精确追溯。
而齿轮和轴通常都是批次加工的,机床会同时加工多件产品,而这些产品在下线时才会打刻激光二维码,因此在加工过程中通常是批次、模糊追溯,比如在某些工序中可能出现车、箱的批次形式。
机加车间MES应用的重点有:
1) 对壳体毛坯件、半成品序列号进行精确追溯;
2) 对齿轮和轴进行批次追溯;
3) 对机器设备的状态监控;
4) 对关键设备工艺参数(如热处理加热炉的温度)的监控;
5) 对试漏等检测数据的收集;
6) 零件报废处理。
MES的总体需求和发动器非常类似,难点主要是对齿轮和轴的追溯实现。
如下表是变速器的一级结构:

而齿轮1(序列号为C1201709270021) 在各工位的批次追溯关系为:

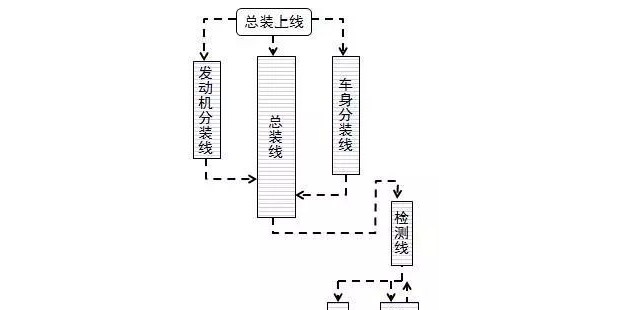
装配车间的主要作业有:
1) 壳体分装;
2) 轴齿分装;
3) 差速器分装(差速器通常外购,然后在工厂加装零件);
4) 主线装配。
装配车间的主要工艺有:压装、拧紧、测量、试漏等。
MES对应的功能主要有:计划管理、装配防错、质量管理、设备监控、数据采集等。
装配车间主要采用滚道输送线,变速器在每个工位的装配过程中处于静止状态,因此通常在托盘上安装RFID TAG,然后在每个工位加装RFID READER,从而实现PLC与RFID的实时通信,然后MES通过OPC实现与PLC的实时通信。借助此技术,MES可在每个工位实时识别产品,从而实现在每个装配工位的装配参数下发和生产数据上传。
检测线由线体供应商提供软硬件一体化安装集成,采用专用软件,并将检测数据记录到自带数据库中。检测线系统可以通过IT层接口(如WEB SERVICE/MQ)实现和MES的数据交换。
MES主要从检测线收集检测程序号、检测参数、检测值、检测结果等,这些数据主要是用于未来的追溯分析。
图1.4-1显示了变速器工厂的主要作业流程:
图1.4-1:变速器主要作业流程
在机加车间,进行变速器壳体(变壳)、离合器壳体(离壳)、齿轮、齿轮轴的机械加工。
变壳、离壳的加工主要是将毛坯分步骤精细加工,通常上线后就打刻激光二维码,然后在整个加工过程中都可以通过此二维码进行精确追溯。
而齿轮和轴通常都是批次加工的,机床会同时加工多件产品,而这些产品在下线时才会打刻激光二维码,因此在加工过程中通常是批次、模糊追溯,比如在某些工序中可能出现车、箱的批次形式。
机加车间MES应用的重点有:
1) 对壳体毛坯件、半成品序列号进行精确追溯;
2) 对齿轮和轴进行批次追溯;
3) 对机器设备的状态监控;
4) 对关键设备工艺参数(如热处理加热炉的温度)的监控;
5) 对试漏等检测数据的收集;
6) 零件报废处理。
MES的总体需求和发动器非常类似,难点主要是对齿轮和轴的追溯实现。
如下表是变速器的一级结构:
而齿轮1(序列号为C1201709270021) 在各工位的批次追溯关系为:
装配车间的主要作业有:
1) 壳体分装;
2) 轴齿分装;
3) 差速器分装(差速器通常外购,然后在工厂加装零件);
4) 主线装配。
装配车间的主要工艺有:压装、拧紧、测量、试漏等。
MES对应的功能主要有:计划管理、装配防错、质量管理、设备监控、数据采集等。
装配车间主要采用滚道输送线,变速器在每个工位的装配过程中处于静止状态,因此通常在托盘上安装RFID TAG,然后在每个工位加装RFID READER,从而实现PLC与RFID的实时通信,然后MES通过OPC实现与PLC的实时通信。借助此技术,MES可在每个工位实时识别产品,从而实现在每个装配工位的装配参数下发和生产数据上传。
检测线由线体供应商提供软硬件一体化安装集成,采用专用软件,并将检测数据记录到自带数据库中。检测线系统可以通过IT层接口(如WEB SERVICE/MQ)实现和MES的数据交换。
MES主要从检测线收集检测程序号、检测参数、检测值、检测结果等,这些数据主要是用于未来的追溯分析。


编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04