
MES在汽车制造中的应用之工艺篇(1) -- 乘用车制造工艺
2017-11-16 09:37:13· 来源:MES交流
微信公众号

乘用车通常包括家庭轿车、运动型多功能车(SUV)、多乘员车(MPV)。
乘用车通常包括家庭轿车、运动型多功能车(SUV)、多乘员车(MPV)。
乘用车通常采用承载式车身,即由钢板焊接成的车身形成车辆的主体结构,底盘、发动机、变速器、内饰等都是安装在车身上的。车身通常采用冲压成型的钢材经由焊接成型,目前使用较为广泛的是笼式车身,即车辆钢板、钢梁、肋条通常焊接形成一个类似笼子的结构。笼式车身的特点是安全性高、抗冲击性强、对乘客保护好、空间大、车重轻。
乘用车的制造过程主要由4大工艺组成:冲压、焊接、喷涂、总装。
乘用车通常使用3D CAD软件进行车辆的造型设计,并使用3D CAD进行车辆的钣金设计、夹具设计等。
在冲压工艺段,工艺工程师根据3D CAD模型设计各钣金件的冲压模具,冲压作业时,压机加载成卷钢板和模具,通过冲压成型的方式形成各种类型的冲压零件。此工艺段的钢板厚度和模具精确度对车辆安全有重大影响。在冲压车间,MES的主要功能是监控设备的实时运行状态,因为设备的可用性直接决定了生产效率。
在焊接工艺段,焊接机器人将冲压件焊接形成车身主体结构,并附加强化钢梁和肋条。此工艺段的焊接质量、焊点分布均匀度对车辆安全有重大影响。在质量管理方面,通常会通用专业软件比对设计焊点位置和实际焊点位置,生成统计分析报表。焊接完成的车身会运送到焊装缓冲区WBS(Welded Body Store)。
焊接工艺的主要作业有:
1) 焊接发动机舱、前地板、后地板(又称三大件)。
2) 将三大件焊成车辆的骨架。
3) 焊接左右侧围。
4) 将侧围焊到车辆骨架上,并形成ABC柱。
5) 焊接车门及肋条,并安装到车身。
图1.1-1显示了车身的主要结构。
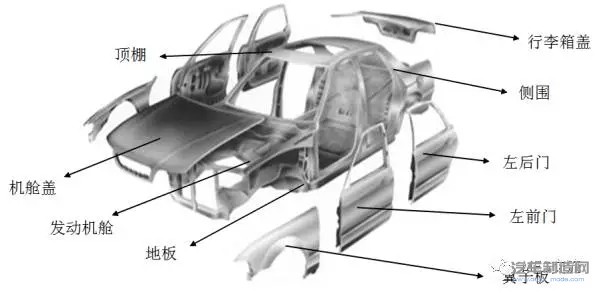
图1.1-1:车身主要结构
图1.1-2显示了焊接的主要作业流程:
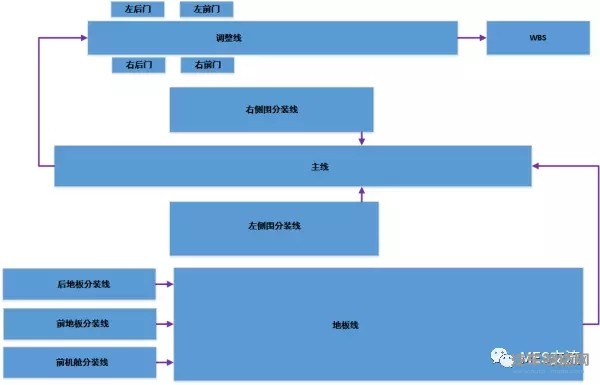
图1.1-2:焊接主要作业流程
在焊接车间,MES的主要功能是自动下发工单给上线工位,如三大件和左右侧围。目前整车厂基本上都根据订单来安排生产,也就是订单的顺序决定了车辆的生产顺序。因此在上线工位,设备并不知道下一台车的车型和配置信息,需要由MES自动下发给设备PLC。
在喷涂工艺段,车辆要涂底部防腐蚀层、中部过渡层、表面油漆层,并配合前处理、干燥等辅助工艺。喷涂的大部分作业由设备自动完成,通常设备都安装在空中;而人工的检查、辅助喷漆放在地面层;此外喷涂车间还有2个输送层,1层用于车辆缓存,1层用于空撬返回。喷涂完成的车辆会运送到喷涂缓冲区PBS(Painted Body Store)。
喷涂车间有几十道较独立的工艺段,而大部分工艺段以设备自动作业+人工维修的形式完成,由于作业人员较少,因此需要将问题车辆自动移送到维修区,MES提供质量路由模块配合PLC完成此项功能。
图1.1-3显示了喷涂的主要作业流程:
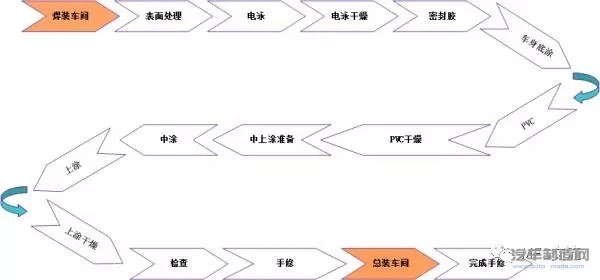
图1.1-3:喷涂主要作业流程
在总装工艺段,车辆要装配内饰(Trim)、底盘(Chassis),并进行终装(Final),所以有的工厂把总装又称作TCF – 由Trim/Chassis/Final的首字母组成。
总装工艺段的主要作业有:
1) 根据一定的调度规则,从PBS调用车辆。
2) 在前内饰线,安装乘客舱、仪表盘、天窗等设备。
3) 在底盘线,安装底盘、发动机、变速器等设备。
4) 在后内饰线,安装轮胎、座椅、车门等设备。
5) 在完成线,安装附件、加注液体、检查外观等。
6) 在检测线,进行软件刷写,并检测四轮定位、大灯、尾气等。
7) 另外还有车门、仪表盘、发动机等分装线。
总装车间以人工装配为主,涉及大量的物料配送,因此MES的主要功能包括:装配指示、装配防错、物料拉动、设备集成等。
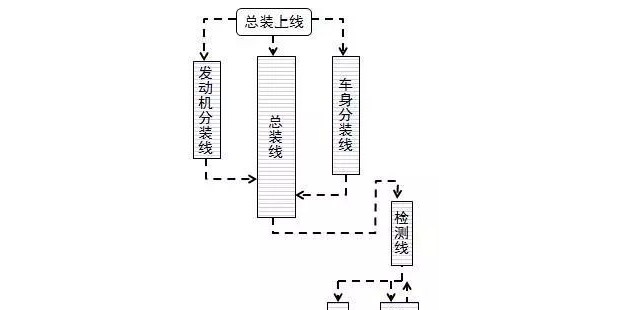
图1.1-4显示了总装的主要作业流程:
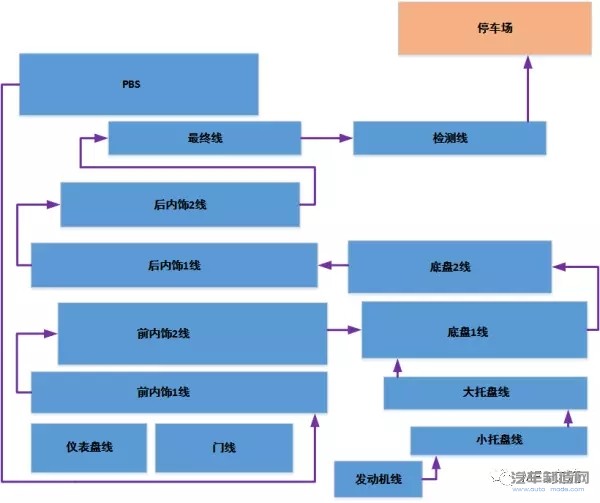
图1.1-4:总装主要作业流程
图1.1-5是一个典型主机厂的整体布局:

图1.1-5:乘用车总体制造工艺
乘用车通常采用承载式车身,即由钢板焊接成的车身形成车辆的主体结构,底盘、发动机、变速器、内饰等都是安装在车身上的。车身通常采用冲压成型的钢材经由焊接成型,目前使用较为广泛的是笼式车身,即车辆钢板、钢梁、肋条通常焊接形成一个类似笼子的结构。笼式车身的特点是安全性高、抗冲击性强、对乘客保护好、空间大、车重轻。
乘用车的制造过程主要由4大工艺组成:冲压、焊接、喷涂、总装。
乘用车通常使用3D CAD软件进行车辆的造型设计,并使用3D CAD进行车辆的钣金设计、夹具设计等。
在冲压工艺段,工艺工程师根据3D CAD模型设计各钣金件的冲压模具,冲压作业时,压机加载成卷钢板和模具,通过冲压成型的方式形成各种类型的冲压零件。此工艺段的钢板厚度和模具精确度对车辆安全有重大影响。在冲压车间,MES的主要功能是监控设备的实时运行状态,因为设备的可用性直接决定了生产效率。
在焊接工艺段,焊接机器人将冲压件焊接形成车身主体结构,并附加强化钢梁和肋条。此工艺段的焊接质量、焊点分布均匀度对车辆安全有重大影响。在质量管理方面,通常会通用专业软件比对设计焊点位置和实际焊点位置,生成统计分析报表。焊接完成的车身会运送到焊装缓冲区WBS(Welded Body Store)。
焊接工艺的主要作业有:
1) 焊接发动机舱、前地板、后地板(又称三大件)。
2) 将三大件焊成车辆的骨架。
3) 焊接左右侧围。
4) 将侧围焊到车辆骨架上,并形成ABC柱。
5) 焊接车门及肋条,并安装到车身。
图1.1-1显示了车身的主要结构。
图1.1-1:车身主要结构
图1.1-2显示了焊接的主要作业流程:
图1.1-2:焊接主要作业流程
在焊接车间,MES的主要功能是自动下发工单给上线工位,如三大件和左右侧围。目前整车厂基本上都根据订单来安排生产,也就是订单的顺序决定了车辆的生产顺序。因此在上线工位,设备并不知道下一台车的车型和配置信息,需要由MES自动下发给设备PLC。
在喷涂工艺段,车辆要涂底部防腐蚀层、中部过渡层、表面油漆层,并配合前处理、干燥等辅助工艺。喷涂的大部分作业由设备自动完成,通常设备都安装在空中;而人工的检查、辅助喷漆放在地面层;此外喷涂车间还有2个输送层,1层用于车辆缓存,1层用于空撬返回。喷涂完成的车辆会运送到喷涂缓冲区PBS(Painted Body Store)。
喷涂车间有几十道较独立的工艺段,而大部分工艺段以设备自动作业+人工维修的形式完成,由于作业人员较少,因此需要将问题车辆自动移送到维修区,MES提供质量路由模块配合PLC完成此项功能。
图1.1-3显示了喷涂的主要作业流程:
图1.1-3:喷涂主要作业流程
在总装工艺段,车辆要装配内饰(Trim)、底盘(Chassis),并进行终装(Final),所以有的工厂把总装又称作TCF – 由Trim/Chassis/Final的首字母组成。
总装工艺段的主要作业有:
1) 根据一定的调度规则,从PBS调用车辆。
2) 在前内饰线,安装乘客舱、仪表盘、天窗等设备。
3) 在底盘线,安装底盘、发动机、变速器等设备。
4) 在后内饰线,安装轮胎、座椅、车门等设备。
5) 在完成线,安装附件、加注液体、检查外观等。
6) 在检测线,进行软件刷写,并检测四轮定位、大灯、尾气等。
7) 另外还有车门、仪表盘、发动机等分装线。
总装车间以人工装配为主,涉及大量的物料配送,因此MES的主要功能包括:装配指示、装配防错、物料拉动、设备集成等。
图1.1-4显示了总装的主要作业流程:
图1.1-4:总装主要作业流程
图1.1-5是一个典型主机厂的整体布局:
图1.1-5:乘用车总体制造工艺


编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01