
MES在汽车制造中的应用之业务篇(9) -- 拧紧防错
2017-11-16 09:42:19· 来源:MES交流
微信公众号

我们知道,在汽车的装配工艺中,螺栓拧紧固定是一种广泛应用的安装固定方式,如汽车底盘与车身的固定,内饰件的固定等。此外,在发动机的装配中,螺栓拧紧更是无处不在。本章以发动机的拧紧为例,介绍拧紧与防错的集成关系。
我们知道,在汽车的装配工艺中,螺栓拧紧固定是一种广泛应用的安装固定方式,如汽车底盘与车身的固定,内饰件的固定等。此外,在发动机的装配中,螺栓拧紧更是无处不在。本章以发动机的拧紧为例,介绍拧紧与防错的集成关系。
通常拧紧包括预拧紧与终拧紧。预拧紧指使用一个较小的扭矩将零件安装在主体上,终拧紧指用最终出厂的扭矩值将零件固定牢靠。
在实际的拧紧操作发生前,相关部门还要做以下的准备工作:
工艺部门编写拧紧工艺文件,包括:定义预拧紧、终拧紧工位,以及拧紧枪对应的扭矩值。
质量部门标定好每把拧紧枪的扭矩值。
工艺工程师在MES中配置好各零件的拧紧工艺,包括:工位、拧紧枪编号、拧紧次数、拧紧角度、程序号等。
拧紧的实际作业控制系统由拧紧枪、控制器、PLC、服务器组成。其中,拧紧枪是执行机构;控制器是专用PC,能够显示实时扭矩,并和PLC、服务器、拧紧枪通过接口通信;PLC主要是传输逻辑控制指令;服务器用于存储拧紧过程数据,并生成拧紧曲线。
图2.9-1显示了拧紧防错的主要过程,简述如下:
序列号识别:发动机到达拧紧工位,PLC通过RFID阅读器识别发动机序列号,并将之通过OPC发送给MES。
指令发送:MES查询拧紧工艺数据库,得到此台发动机在本工位配置的拧紧枪编号,及拧紧次数、拧紧角度、程序号,然后将这些数据通过OPC下发给PLC。PLC将拧紧指令转发给拧紧枪控制器。
结果记录:工人或机器人根据控制器的指令执行拧紧作业;当某台拧紧枪的拧紧值符合标定值时,则控制器将之视为一次有效的拧紧,并将之输出给PLC;当某台拧紧枪的有效拧紧次数达到配置次数时,则PLC将此台拧紧枪视为防错完成;当此工位的所有拧紧枪防错完成时,则PLC视为本工位拧紧防错完成。拧紧作业完成后,控制器向拧紧服务器输出所有拧紧过程数据,以用于事后的SPC分析;同时,通过PLC和OPC将最终拧紧结果、最终拧紧扭矩发送给MES,以用于追溯分析。
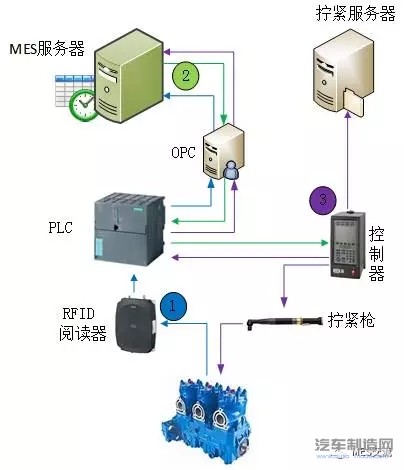
图2.9-1 拧紧防错过程
本文介绍了一种拧紧防错的解决方案,此外还有一种常见方案略有不同,即在MES中配置拧紧程序号,而不配置次数、角度等,相当于将部分拧紧工艺配置在拧紧控制器中。
此外还需说明的是,由于拧紧扭矩对装配质量关系重大,因此一些公司建立企业级的拧紧工艺数据库,由研发人员统一配置,然后下发给各工厂的MES系统,这样可以更有效地保证工艺的标准化和可靠性。
通常拧紧包括预拧紧与终拧紧。预拧紧指使用一个较小的扭矩将零件安装在主体上,终拧紧指用最终出厂的扭矩值将零件固定牢靠。
在实际的拧紧操作发生前,相关部门还要做以下的准备工作:
工艺部门编写拧紧工艺文件,包括:定义预拧紧、终拧紧工位,以及拧紧枪对应的扭矩值。
质量部门标定好每把拧紧枪的扭矩值。
工艺工程师在MES中配置好各零件的拧紧工艺,包括:工位、拧紧枪编号、拧紧次数、拧紧角度、程序号等。
拧紧的实际作业控制系统由拧紧枪、控制器、PLC、服务器组成。其中,拧紧枪是执行机构;控制器是专用PC,能够显示实时扭矩,并和PLC、服务器、拧紧枪通过接口通信;PLC主要是传输逻辑控制指令;服务器用于存储拧紧过程数据,并生成拧紧曲线。
图2.9-1显示了拧紧防错的主要过程,简述如下:
序列号识别:发动机到达拧紧工位,PLC通过RFID阅读器识别发动机序列号,并将之通过OPC发送给MES。
指令发送:MES查询拧紧工艺数据库,得到此台发动机在本工位配置的拧紧枪编号,及拧紧次数、拧紧角度、程序号,然后将这些数据通过OPC下发给PLC。PLC将拧紧指令转发给拧紧枪控制器。
结果记录:工人或机器人根据控制器的指令执行拧紧作业;当某台拧紧枪的拧紧值符合标定值时,则控制器将之视为一次有效的拧紧,并将之输出给PLC;当某台拧紧枪的有效拧紧次数达到配置次数时,则PLC将此台拧紧枪视为防错完成;当此工位的所有拧紧枪防错完成时,则PLC视为本工位拧紧防错完成。拧紧作业完成后,控制器向拧紧服务器输出所有拧紧过程数据,以用于事后的SPC分析;同时,通过PLC和OPC将最终拧紧结果、最终拧紧扭矩发送给MES,以用于追溯分析。
图2.9-1 拧紧防错过程
本文介绍了一种拧紧防错的解决方案,此外还有一种常见方案略有不同,即在MES中配置拧紧程序号,而不配置次数、角度等,相当于将部分拧紧工艺配置在拧紧控制器中。
此外还需说明的是,由于拧紧扭矩对装配质量关系重大,因此一些公司建立企业级的拧紧工艺数据库,由研发人员统一配置,然后下发给各工厂的MES系统,这样可以更有效地保证工艺的标准化和可靠性。


编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01