
如果要想实现成功的铣削,这些因素必须重视起来!
2017-11-17 17:10:37· 来源:山特维克可乐满
微信公众号

为了保证铣削工序的效率,需要考虑的因素非常多,比如使用正确的铣削刀具、采用正确的直径和适当的齿数,以及采用正确的速度、进给率、轴向切深和径向切宽。然而,为了保证刀具应用的有效性,还有很多更加重要却往往被忽视的因素。
为了保证铣削工序的效率,需要考虑的因素非常多,比如使用正确的铣削刀具、采用正确的直径和适当的齿数,以及采用正确的速度、进给率、轴向切深和径向切宽。然而,为了保证刀具应用的有效性,还有很多更加重要却往往被忽视的因素。
决定生产效率和盈利能力的五大铣削因素:主偏角、齿距、铣刀位置、铣刀吃刀量和圆弧切入技巧。
主偏角
不同主偏角对于铣削效果的影响非常显著,如果采用90°铣刀作为面铣刀,往往只是因为它使用方便,但是其生产效率或成本效率不如45°铣刀。采用90°铣刀面铣零件,而不采用45°铣刀,其生产效率降低30%,而生产效率又直接影响到盈利能力。
主要是,主偏角影响到金属去除率和刀具寿命。另外,因为主偏角减小,切屑厚度变薄,正因如此,存在增加进给率进行补偿的机会。现在,越来越多的加工车间使用小切深、高进给率来提高生产效率,通常使用主偏角很小的铣刀(例如10°),或使用能达到切屑变薄效果的圆刀片概念。与45°面铣刀相比,10°面铣刀因为切屑变薄到几乎只有90°铣刀的六分之一,所以进给量增加。如果这种策略导致切深不够大,可采用高进给率补偿效率的损失。
主偏角为10°的大进给量铣刀,由于形成的切屑很薄,所以可采用非常高的工作台进给量。此外,轴向切削力较大,可以保证主轴的稳定性,限制振动,使得这些铣刀更适合长刀具悬伸和/或不稳定夹装应用。
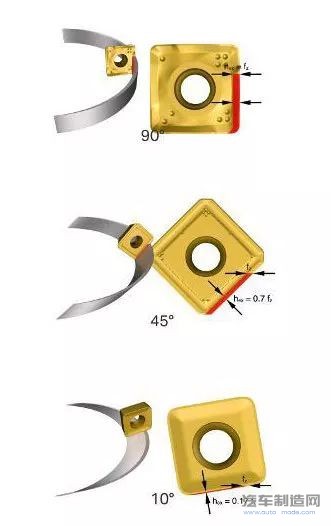
对于45°铣刀,这些通常是面铣的首选,因为它们较好的平衡径向切削力和轴向切削力,吃刀非常平稳。这些铣刀的振动低,适合短屑材料(例如灰口铸铁),这类材料在走刀结束时因为工件余量越来越少,如果径向力过大,容易发生崩边。
如果采用90°铣刀作为面铣刀,往往只是因为它使用方便,但是其生产效率或成本效率不如45°铣刀。主偏角为10°的大进给量铣刀,由于形成的切屑很薄,所以还可采用非常高的工作台进给量。
90°铣刀的主要应用是方肩铣削。在这种应用中,径向力主要产生在进给方向,最适合铣削容易出现振动的零件。另外,表面没有承受较大的轴向压力,这对铣削强度不大的结构件或薄壁件很有好处。必须注意,90°铣刀不能形成薄切屑,大切宽时编程的每齿进给率等于实际的最大切屑厚度。
那么,圆刀片如何?圆刀片最适合高效重型粗加工和通用铣削。
圆刀片特别适合加工钛合金和HRSA材料,但追求达到优质的表面精度时,效果不是最佳。这是因为主偏角在0~90°范围内变化,导致切削力随圆弧切削刃而发生变化,从而使压力也发生变化。圆刀片性能独特,其形成的切屑厚度随切深的变化而变化——切深越小,切屑越薄。所以,如果切深较小,必须提高进给率,才能保证合适的切屑厚度,提高生产效率。
齿距
通过增加切削刃口的数量,可增加工作台进给量,同时保持切削速度和每齿进给量不变(切削刃处不会发出较大的热量)。但是,齿距越密,排屑空间越小。另外,增加铣刀中刀片的数量,其缺点是如果夹装的刚度不够,对振动有负面影响。采用不等齿距铣刀可优化应用,选择正确的齿距也很重要,因为它会影响生产效率、稳定性和功率消耗。
通常来说,有疏齿、密齿和超密齿三种齿距。疏齿铣刀的刀片数量较少。由于它们传递的切削力小,它们是不稳定工序的首选。满槽铣工序和长切屑ISO N材料最适合选用疏齿铣刀。
密齿铣刀的刀片数量中等,等距设计或者不等距设计均可。它们是稳定工况通用粗加工的首选。带来的好处还包括可以高效率加工所有材料,而且不用担心容屑空间问题。
一般来说,不等距铣刀(疏齿或密齿)最适合打破谐振,因此稳定性好。
超密齿铣刀的刀片数量多,刀片均匀分布。超密齿铣刀最适合径向切宽小的应用、ISO K材料成屑短的较高进给率(粗加工和精加工)、ISO S材料的粗加工 因为采用圆刀片,切屑负荷均匀分布。
铣刀位置
铣刀切入工件的方式很重要。此时,首先需要考虑的是,切屑是如何形成的,因为这严重影响到刀具使用寿命。黄金法则是切屑由厚变薄(铣刀切出工件时,切屑厚度最薄)。这可省时省钱,保证加工过程的稳定性。相较而言,铣刀切出工件时的厚切屑可导致刃口失效,刀具使用寿命缩短。重要的是,正是铣刀位置决定了成屑状况。
例如,在满槽铣时,铣刀完全切入工件后,生成的切屑厚度是从薄到薄。虽然铣刀切出工件时的切屑很薄,但这种方法有很多问题,因为热量无法排出,只能进入刀具或工件中 —— 而不是切屑,因为此处根本没有切屑。铣刀刃口切入工件时,切削刃只是磨擦材料,而不是剪切材料,这样会产生热量和振动。
但是,通过优化铣刀位置,例如切宽达到铣刀直径的70%这种状况可得到大大改善,其效果是切入时时可以获得90%的最大切屑厚度、刀片上承受的应力小、减少摩擦、可顺铣、也可逆铣、形成由厚变薄的切屑,散热效果好,产生的刀片应力小。
通过优化铣刀位置,这种状况可得到大大改善,其中吃刀量达到铣刀直径的70%。

注意铣刀的切入工件方向一定要正确。如果不正确,即使铣刀切宽达到70%直径,反而可形成由薄变厚的切屑,也会出现切入工件时缩短刀具使用寿命,增加成本。
铣刀吃刀量和圆弧切入技巧
铣削零件时,建议使铣刀一直保持吃刀状态。铣刀频繁切入和切出,会缩短刀具使用寿命。为了解决这个问题,最重要的是正确的走刀路径和接触长度。连续吃刀也有一点需要提醒,那就是连续吃刀时突然的走刀方向变化会使刀片承受应力,而且形成切出时的厚切屑,因此建议在工件的拐角处也采用圆弧切削路径。
直线进刀会导致表面光洁度差,噪声大。
为了缓解这个矛盾,大多数情况下是减小进刀量,但是同时也降低了生产效率。这种情况的简单解决方案是把编程改为顺时针圆弧切入。使用这种平稳连续的切入方式,可延长刀具使用寿命,优化磨损模式。其铣刀切出时切屑薄,振动小。
连续吃刀,顺时针圆弧切入,确保退刀时切屑较薄,减小振动,延长刀具使用寿命。

在切入工件时,建议采用圆弧切入技巧,而在铣刀连续吃刀时,如需突然大幅度改变铣刀进给方向,则最好采用圆弧过渡。这些技巧可避免刀片承受大应力,从而不仅延长了刀具寿命,而且通过成屑由厚变薄,可改善零件的表面光洁度。
使用圆弧切入技巧、正确的铣刀位置和连续吃刀,确保加工过程安全高效。
决定生产效率和盈利能力的五大铣削因素:主偏角、齿距、铣刀位置、铣刀吃刀量和圆弧切入技巧。
主偏角
不同主偏角对于铣削效果的影响非常显著,如果采用90°铣刀作为面铣刀,往往只是因为它使用方便,但是其生产效率或成本效率不如45°铣刀。采用90°铣刀面铣零件,而不采用45°铣刀,其生产效率降低30%,而生产效率又直接影响到盈利能力。
主要是,主偏角影响到金属去除率和刀具寿命。另外,因为主偏角减小,切屑厚度变薄,正因如此,存在增加进给率进行补偿的机会。现在,越来越多的加工车间使用小切深、高进给率来提高生产效率,通常使用主偏角很小的铣刀(例如10°),或使用能达到切屑变薄效果的圆刀片概念。与45°面铣刀相比,10°面铣刀因为切屑变薄到几乎只有90°铣刀的六分之一,所以进给量增加。如果这种策略导致切深不够大,可采用高进给率补偿效率的损失。
主偏角为10°的大进给量铣刀,由于形成的切屑很薄,所以可采用非常高的工作台进给量。此外,轴向切削力较大,可以保证主轴的稳定性,限制振动,使得这些铣刀更适合长刀具悬伸和/或不稳定夹装应用。
对于45°铣刀,这些通常是面铣的首选,因为它们较好的平衡径向切削力和轴向切削力,吃刀非常平稳。这些铣刀的振动低,适合短屑材料(例如灰口铸铁),这类材料在走刀结束时因为工件余量越来越少,如果径向力过大,容易发生崩边。
如果采用90°铣刀作为面铣刀,往往只是因为它使用方便,但是其生产效率或成本效率不如45°铣刀。主偏角为10°的大进给量铣刀,由于形成的切屑很薄,所以还可采用非常高的工作台进给量。
90°铣刀的主要应用是方肩铣削。在这种应用中,径向力主要产生在进给方向,最适合铣削容易出现振动的零件。另外,表面没有承受较大的轴向压力,这对铣削强度不大的结构件或薄壁件很有好处。必须注意,90°铣刀不能形成薄切屑,大切宽时编程的每齿进给率等于实际的最大切屑厚度。
那么,圆刀片如何?圆刀片最适合高效重型粗加工和通用铣削。
圆刀片特别适合加工钛合金和HRSA材料,但追求达到优质的表面精度时,效果不是最佳。这是因为主偏角在0~90°范围内变化,导致切削力随圆弧切削刃而发生变化,从而使压力也发生变化。圆刀片性能独特,其形成的切屑厚度随切深的变化而变化——切深越小,切屑越薄。所以,如果切深较小,必须提高进给率,才能保证合适的切屑厚度,提高生产效率。
齿距
通过增加切削刃口的数量,可增加工作台进给量,同时保持切削速度和每齿进给量不变(切削刃处不会发出较大的热量)。但是,齿距越密,排屑空间越小。另外,增加铣刀中刀片的数量,其缺点是如果夹装的刚度不够,对振动有负面影响。采用不等齿距铣刀可优化应用,选择正确的齿距也很重要,因为它会影响生产效率、稳定性和功率消耗。
通常来说,有疏齿、密齿和超密齿三种齿距。疏齿铣刀的刀片数量较少。由于它们传递的切削力小,它们是不稳定工序的首选。满槽铣工序和长切屑ISO N材料最适合选用疏齿铣刀。
密齿铣刀的刀片数量中等,等距设计或者不等距设计均可。它们是稳定工况通用粗加工的首选。带来的好处还包括可以高效率加工所有材料,而且不用担心容屑空间问题。
一般来说,不等距铣刀(疏齿或密齿)最适合打破谐振,因此稳定性好。
超密齿铣刀的刀片数量多,刀片均匀分布。超密齿铣刀最适合径向切宽小的应用、ISO K材料成屑短的较高进给率(粗加工和精加工)、ISO S材料的粗加工 因为采用圆刀片,切屑负荷均匀分布。
铣刀位置
铣刀切入工件的方式很重要。此时,首先需要考虑的是,切屑是如何形成的,因为这严重影响到刀具使用寿命。黄金法则是切屑由厚变薄(铣刀切出工件时,切屑厚度最薄)。这可省时省钱,保证加工过程的稳定性。相较而言,铣刀切出工件时的厚切屑可导致刃口失效,刀具使用寿命缩短。重要的是,正是铣刀位置决定了成屑状况。
例如,在满槽铣时,铣刀完全切入工件后,生成的切屑厚度是从薄到薄。虽然铣刀切出工件时的切屑很薄,但这种方法有很多问题,因为热量无法排出,只能进入刀具或工件中 —— 而不是切屑,因为此处根本没有切屑。铣刀刃口切入工件时,切削刃只是磨擦材料,而不是剪切材料,这样会产生热量和振动。
但是,通过优化铣刀位置,例如切宽达到铣刀直径的70%这种状况可得到大大改善,其效果是切入时时可以获得90%的最大切屑厚度、刀片上承受的应力小、减少摩擦、可顺铣、也可逆铣、形成由厚变薄的切屑,散热效果好,产生的刀片应力小。
通过优化铣刀位置,这种状况可得到大大改善,其中吃刀量达到铣刀直径的70%。
注意铣刀的切入工件方向一定要正确。如果不正确,即使铣刀切宽达到70%直径,反而可形成由薄变厚的切屑,也会出现切入工件时缩短刀具使用寿命,增加成本。
铣刀吃刀量和圆弧切入技巧
铣削零件时,建议使铣刀一直保持吃刀状态。铣刀频繁切入和切出,会缩短刀具使用寿命。为了解决这个问题,最重要的是正确的走刀路径和接触长度。连续吃刀也有一点需要提醒,那就是连续吃刀时突然的走刀方向变化会使刀片承受应力,而且形成切出时的厚切屑,因此建议在工件的拐角处也采用圆弧切削路径。
直线进刀会导致表面光洁度差,噪声大。
为了缓解这个矛盾,大多数情况下是减小进刀量,但是同时也降低了生产效率。这种情况的简单解决方案是把编程改为顺时针圆弧切入。使用这种平稳连续的切入方式,可延长刀具使用寿命,优化磨损模式。其铣刀切出时切屑薄,振动小。
连续吃刀,顺时针圆弧切入,确保退刀时切屑较薄,减小振动,延长刀具使用寿命。
在切入工件时,建议采用圆弧切入技巧,而在铣刀连续吃刀时,如需突然大幅度改变铣刀进给方向,则最好采用圆弧过渡。这些技巧可避免刀片承受大应力,从而不仅延长了刀具寿命,而且通过成屑由厚变薄,可改善零件的表面光洁度。
使用圆弧切入技巧、正确的铣刀位置和连续吃刀,确保加工过程安全高效。
编辑推荐





最新资讯
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21
-
五菱工业:以“中国智造”领跑绿色未
2025-04-27 13:21