
交叉孔的钻削解决方案简单分析
2017-11-22 15:32:06· 来源:工具技术
微信公众号

钢类零件交叉孔在钻削加工过程中,由于破孔处的冲击会导致钻头受力不均,钻头容易出现崩刃、断刀和磨损快的现象。一家国内知名车桥生产厂家长期为此问题所困惑。
钢类零件交叉孔在钻削加工过程中,由于破孔处的冲击会导致钻头受力不均,钻头容易出现崩刃、断刀和磨损快的现象。一家国内知名车桥生产厂家长期为此问题所困惑。其产品见图1,材料、工况及加工条件如下:
被加工材料为50#钢,HRC28-32,毛坯面上钻孔,粗糙度3.2,一件两孔, 立式CNC加工中心,机床带内冷却,液压夹具,液压刀柄。
图1 车桥销孔之交叉孔

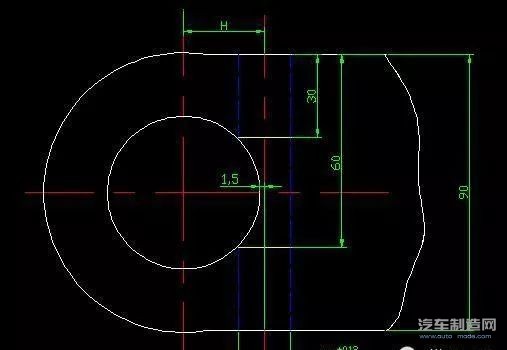
孔深和直径以及破孔情况如图2所示:
图2 车桥销孔交叉孔尺寸
目前为此车桥厂家提供方案和刀具的供应商不乏知名品牌,但效果都不太理想,总结有如下几种情况:
(1)采用全球顶尖品牌的可换头式的钻头或U钻,钻头加工到破孔处,可换头的头部会经常脱落,此方案不稳定。
(2)采用全球顶尖品牌的标准硬质合金内冷钻头直接一道序完成,通过实践证明了加工不稳定,寿命低,经常断刀,直线度和粗糙度难以保证。
(3)采用全球顶尖品牌的硬质合金内冷平底钻加工,通过实践证明,效率低,刀具磨损很快,需频繁换刀。
显而易见,以上方案都有明显不足。锑玛工具提供的方案却做到了如下4点:
(1)钻头正常磨损,加工状况稳定,可以持续保证孔的尺寸和各方面要求;
(2)寿命稳定在38-40M,是前面所提的采用进口品牌钻头使用最好的2倍;
(3)效率提高1/3;
(4)可以复磨次数5-7次,降低成本也非常可观。
被加工材料为50#钢,HRC28-32,毛坯面上钻孔,粗糙度3.2,一件两孔, 立式CNC加工中心,机床带内冷却,液压夹具,液压刀柄。
图1 车桥销孔之交叉孔
孔深和直径以及破孔情况如图2所示:
图2 车桥销孔交叉孔尺寸
目前为此车桥厂家提供方案和刀具的供应商不乏知名品牌,但效果都不太理想,总结有如下几种情况:
(1)采用全球顶尖品牌的可换头式的钻头或U钻,钻头加工到破孔处,可换头的头部会经常脱落,此方案不稳定。
(2)采用全球顶尖品牌的标准硬质合金内冷钻头直接一道序完成,通过实践证明了加工不稳定,寿命低,经常断刀,直线度和粗糙度难以保证。
(3)采用全球顶尖品牌的硬质合金内冷平底钻加工,通过实践证明,效率低,刀具磨损很快,需频繁换刀。
显而易见,以上方案都有明显不足。锑玛工具提供的方案却做到了如下4点:
(1)钻头正常磨损,加工状况稳定,可以持续保证孔的尺寸和各方面要求;
(2)寿命稳定在38-40M,是前面所提的采用进口品牌钻头使用最好的2倍;
(3)效率提高1/3;
(4)可以复磨次数5-7次,降低成本也非常可观。
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37