
Tebis 助力制造企业实现2.5D自动编程
2017-12-01 13:59:28· 来源:Tebis 作者:陈皓
微信公众号

很多企业首先想到的是引进先进的自动化设备,比如带有自动换刀的大行程的数控机床。随着机床加工性能的提高,如何在不增加人员投入的前提下“喂饱“机床,通过提高机床稼动时间来降低生产费用,是很多企业面临的挑战。
自动化编程的关键意义
随着加工行业竞争的逐渐激烈化,企业不断寻求在保证加工质量的同时降低加工成本的方法。很多企业首先想到的是引进先进的自动化设备,比如带有自动换刀的大行程的数控机床。随着机床加工性能的提高,如何在不增加人员投入的前提下“喂饱“机床,通过提高机床稼动时间来降低生产费用,是很多企业面临的挑战。提高编程效率,保证数控程序的质量不随编程员个人技术水平大副变动,利用自动化的数控程序带动自动化的无人加工过程,是这类企业需要解决的核心问题。
孔槽类特征的自动化编程
对于孔槽类典型规则特征的编程,大部分编程软件都有了相应自动化的解决方案。然而,还有不少企业在使用繁琐的手动编程。CAD数据上孔深,倒角等已经存在的几何信息不能被充分利用,而是需要额外构造点、线为编程作准备。加工中,还存在大量的由机床操作工人操作控制器实现孔加工。这样的加工方法,费时费力的同时无法保证加工质量。
那么,高自动化的孔槽类典型规则特征的编程应该是怎样的呢?首先,所有CAD中现有的能够提取出来用于加工的信息应该被充分利用。这里就设计到特征技术,既将设计数据中的孔槽自动转化为加工数据中的孔槽。这个过程的要求是不能存在特征的遗漏,以及特征的错误识别,这也是自动识别相对人工选取的最大优势。其次,所有孔槽应该可以根据类型,加工方向自动分类。根据类型分类是因为借此可以优化刀具的选取以及加工顺序,加工方向分类可以方便在定轴加工中根据装夹位置框选被加工元素。最后,只需要将特征与加工模版相连接,根据提前定义好的加工顺序自动选刀,自动编程。
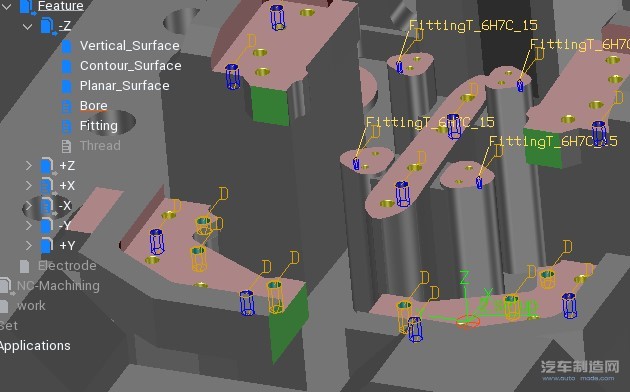
所有特征可以自动按照类型和加工方向分类
Tebis使用Job Manager管理程序,根据装夹生成刀路,而不是简单的为每一个孔槽生成单条刀路,这样一方面就可以利用软件对加工顺序和抬刀进行优化,另一方面可以大大降低的机床操作人员需要不断调入程序的繁琐工作。从编程室出去的程序就可以直接在机床上运行。
Tebis一键生成不同类型孔的钻孔加工
使用特征自动识别技术并结合编程模版能够实现规则特征的“一键“编程,支撑这套流程的背后是企业标准化的制定和相应的在实施前期的投入。特征库以及编程模版无法在企业间直接拷贝,应结合企业自身情况和经验进行制定。而且,整个刀具库、特征库、编程模板的维护是一个动态的过程,想达到完全“一劳永逸“是不可能的。企业只有自身消化整套自动化编程流程,才能在激烈的行业竞争中快速的应对变化和挑战。
非规则特征的自动化编程
Tebis不仅支持规则特征的自动编程,比如孔、方形槽的加工,还支持不规则特征的自动编程。这里一个典型的应用就是大型冲压模具刀块安装平面和限位面的加工。当前常见的处理方法是手动对其分别进行编程,这里实现自动化编程的难点是限位面和安装面几何上的相对位置是不固定的,其不像方槽的侧壁围绕底面一圈,而是通常情况下一侧是开放的,有时限位面甚至会延伸出安装平面。
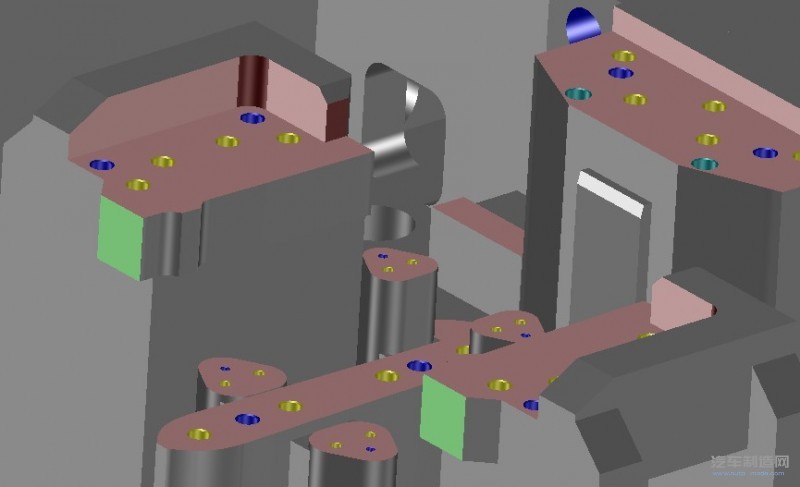
冲压模具刀块安装平面和限位面
使用Tebis可以将刀块安装面和限位面作为一个特征自动处理。如果刀块安装平面和限位面之间存在倒角,这部分区域也可以被自动考虑进去,限位面和安装面一起被识别出来,而不由于倒角的存在被识别成单个的平面和侧壁特征。用户可以在特征识别过程中,根据需要,在不退出当前界面的情况下快速对特征进行编辑,比如添加额外限位面,构建辅助连接面等。

Tebis将刀块安装面和限位面作为一个特征识别
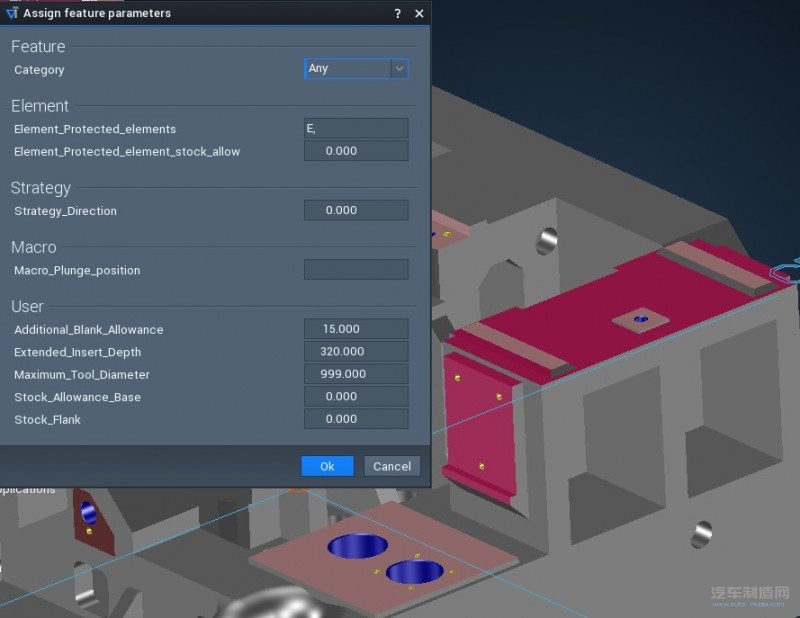
在实际加工中存在很多上述这样需要考虑侧壁面的底面加工,Tebis在2.5D平面编程功能中允许指定侧壁,这样,通过Tebis识别出的限位面会自动的在编程中被选取。利用定义好的编程模版就可以一键编程了。
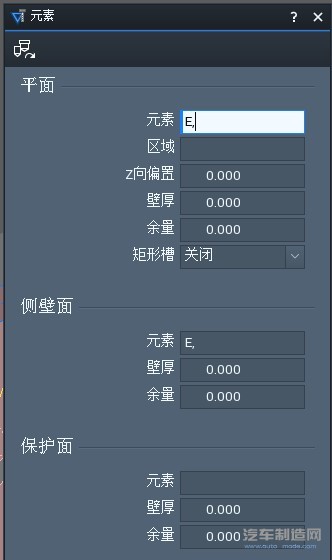
在平面编程过程中,侧壁面也会被考虑
将刀块安装平面和限位面作为一个整体去考虑,而不是简单拆分成平面和侧壁的组合,在实际加工中具有重要意义。这也是Tebis2.5D自动化编程相比其他同类软件能够在实际加工中得到应用的原因。由于侧壁和底面都存在毛坯余量,因此从加工顺序上来看,应该先将侧壁粗加工到底面毛坯余量的高度,然后再粗加工底面。Tebis在这里可以将底面毛坯余量值作为一个变量设置在侧壁的加工程序中,而且变量值可以根据毛坯的实际情况设为常数或者让编程员根据扫描结果手动输入,给客户依据企业内部具体工艺流程灵活设置编程模版的可能性。

自动生成的刀块安装面和限位面粗加工刀路
借助全机床仿真提高制造安全性
采用无人加工可以帮助企业大大降低人工成本,但目前大部分无人值守的单件加工仅局限在半精和精加工环节。原因有以下几点: 首先,大形面的精加工抬刀少,工件虽然是三维曲面,但相对平缓。其次,精加工本身步距值小,一个大形面的精加工程序运行下来往往超过十个小时。在加工中出现撞机危险的常常是在机床头抬刀移刀的时候,机床在运行G00指令快速定位,容易发生机床头撞击夹具或工件。为了降低撞机的风险,通用的做法是降低进给,增加抬刀到安全平面的次数,这样保守的做法是以牺牲机床加工效率和依赖机床操作人员快速反应为基础的。因此,如何生成安全的程序,在编程过程中就考虑到各种碰撞的可能并采取相应措施,是解决这类问题的关键。

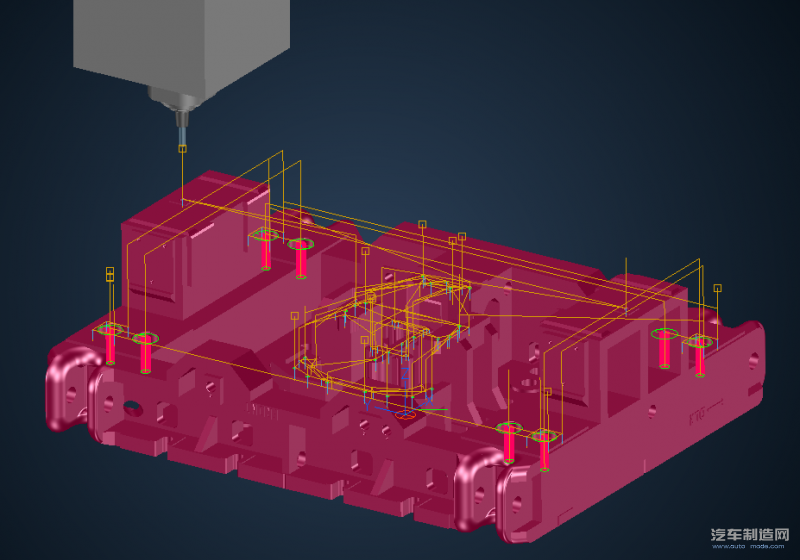
Tebis全机床的加工仿真环境
Tebis支持全机床的加工仿真,在软件中一比一的建立真实加工环境,所有出现在加工区域的元素,比如夹具、激光测刀仪等都被建立在虚拟环境中。值得指出的是,Tebis的全机床仿真是编程过程中的仿真,而不是简单的编程过后的检查。编程员从装夹规划、定轴加工角度到机床各轴的初始设置(比如带W轴的龙门铣床),均可利用虚拟机床模型来进行,机床宏可以提前设置到机床模型中,真正作到完全仿真真实的加工环境。对于大型工件,可在规划装夹时考虑机床加工极限位置,充分利用工作空间。

检测工件和刀具的碰撞
对于2.5D的碰撞元素的指定,通常有两种方法。如果企业采取对整个铸造毛坯进行扫描,可以利用扫描数据进行碰撞检查。这种方法的好处是毛坯模型完全反映真实情况,对于不同毛坯厚度的区域无须单独指定。但如果工件尺寸较大,相应的计算时间会比较长。此外,用户还可以不通过扫描毛坯来进行碰撞检查,对于大部分加工区域,设置标准毛坯厚度,对于毛坯实际较厚的区域,还可以由用户单独指定。在不使用扫描毛坯的情况下,需要用户指定可能发生碰撞的曲面,比如工件上高耸起的区域或陡峭侧壁,相比使用毛坯模型,这种方法的优点是灵活且计算速度快,缺点是半自动化且存在一定风险。企业应结合现有流程和工件特点选取合适的方法。
为导柱平台指定碰撞检测元素(红色)
结论
采用自动化编程技术已经是目前制造企业实现稳定快速发展的唯一方法。实施自动化的程度需要由企业根据自身的情况来决定,同时也受到CAM技术发展的制约,想要依靠计算机针对不同零件完全自动生成合理高效的刀路依靠现有技术是无法实现的,尽管如此,制造企业通过运用现有的自动编程技术大副提高制造效率、降低人工成本的潜力是巨大的。建立自动化编程流程的核心是制造过程的标准化,需要将所有相关因素都考虑进来,比如刀库、设备、模版管理等等。2.5D的加工存在抬刀移刀多、加工元素不规则、碰撞元素多等特点,为自动化编程增加了难度。Tebis将刀具库、特征模版、加工模版和虚拟机床技术紧密结合,在实现最高自动化编程的同时确保程序的安全性,帮助企业充分利用生产资源,节约人力成本。
- 下一篇:油泵/电子油泵智能装配测试技术
- 上一篇:瓦尔特切断刀具的新规格



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37