
MES在汽车制造中的应用之业务篇(11) -- 打刻、加注、涂胶防错
2017-12-04 08:50:08· 来源:tallrain MES交流
微信公众号

在汽车总装车间,打刻、加注、涂胶工艺有防错要求,并和MES有数据交互,下面我们分别予以说明。
在汽车总装车间,打刻、加注、涂胶工艺有防错要求,并和MES有数据交互,下面我们分别予以说明。
1. 打刻防错
通常打刻工艺又分铭牌打刻、车身(底盘/发动机/变速器)打标2种方式。车辆铭牌是标记车辆基本信息的标牌,记录了车辆型号、VIN号、发动机型号、排量、车重、乘员数、生产工厂、生产日期等重要信息。车辆铭牌表面涂了一层黑色的材料,打刻机以激光蚀刻的方式将数据保留在铭牌上。
而打标是通过激光或者气动针,直接将数据刻到车身/底盘/发动机/变速器的表面。铭牌打刻可以提前进行,可以在输送线外进行。而车身打标只能在车辆到达时进行,而且打标机必须安装在生产线上。但是从MES的角度来看,这2种工艺的作业过程是基本一致的。
打刻机和打标记都有一台专用PC机,用于和MES数据通信,并通过端口将数据发送给设备。
图2.11-1显示了打刻防错的关键作业过程:

图2.11-1 打刻防错过程
关键步骤:
1) 当车辆出PBS OUT时,MES将车辆VIN号和打刻需要的所有数据发送给打刻上位机,并打印装车单。
2) 当车辆进入打刻工位时,工人扫描装车单上的VIN号条码,打刻上位机检查车辆队列;如果队列正确则找到打刻数据,并调用打刻软件进行作业。
2. 加注防错
在车辆总装车间,要进行冷却液、制动液、冷媒、机油等的加注。
通常加注是由设备自动进行的,具体过程由PLC控制。
因此,加注防错的过程和打刻有较大区别。
图2.11-2显示了加注防错的关键作业过程:
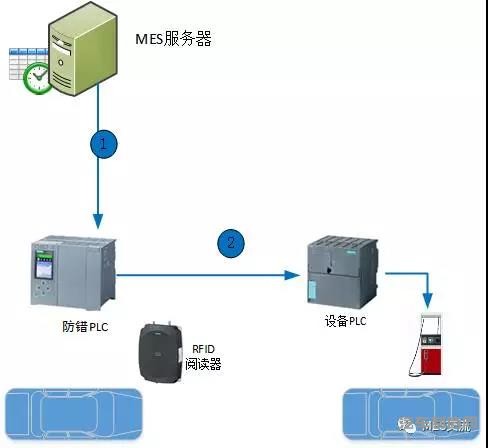
图2.11-2 加注防错过程
关键步骤:
1) 车辆进入生产线线头工位,防错PLC结合RFID阅读器识别车辆,然后请求MES下发加注工艺参数,并缓存在防错PLC上。
2) 车辆进入加注工位,防错PLC将VIN号和工艺参数发送给设备PLC,PLC指导设备执行对应的加注作业。
3. 涂胶防错
涂胶工艺和加注类似,也都是PLC控制,在生产线上进行的。
但是涂胶有一个特殊的要求:对涂胶的时间要进行严格的核查,因为时间长的话胶水会失效,从而影响安装质量。
图2.11-3显示了涂胶防错的关键作业过程:
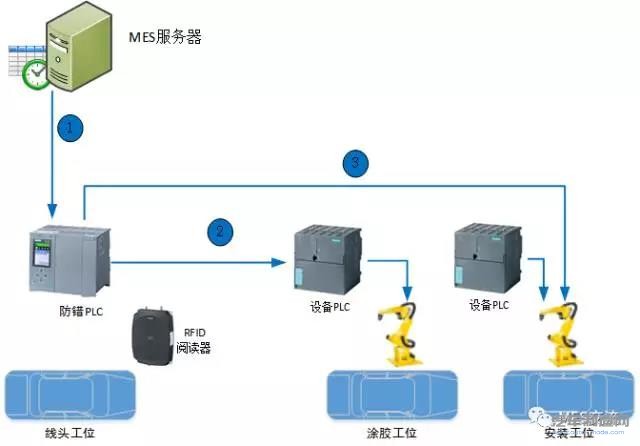
图2.11-3 涂胶防错过程
关键步骤:
1) 车辆进入生产线线头工位,防错PLC结合RFID阅读器识别车辆,然后请求MES下发涂胶工艺参数,并缓存在防错PLC上。
2) 车辆进入涂胶工位,防错PLC将VIN号和工艺参数发送给设备PLC,PLC指导设备执行对应的涂胶作业。涂胶完成后,设备PLC通知防错PLC记录完成时间。
3) 车辆进入安装工位,防错PLC将涂胶时间、工艺参数发送给设备PLC,设备PLC将检查是否失效。如果校验成功则由PLC指导设备执行对应的安装作业。
1. 打刻防错
通常打刻工艺又分铭牌打刻、车身(底盘/发动机/变速器)打标2种方式。车辆铭牌是标记车辆基本信息的标牌,记录了车辆型号、VIN号、发动机型号、排量、车重、乘员数、生产工厂、生产日期等重要信息。车辆铭牌表面涂了一层黑色的材料,打刻机以激光蚀刻的方式将数据保留在铭牌上。
而打标是通过激光或者气动针,直接将数据刻到车身/底盘/发动机/变速器的表面。铭牌打刻可以提前进行,可以在输送线外进行。而车身打标只能在车辆到达时进行,而且打标机必须安装在生产线上。但是从MES的角度来看,这2种工艺的作业过程是基本一致的。
打刻机和打标记都有一台专用PC机,用于和MES数据通信,并通过端口将数据发送给设备。
图2.11-1显示了打刻防错的关键作业过程:
图2.11-1 打刻防错过程
关键步骤:
1) 当车辆出PBS OUT时,MES将车辆VIN号和打刻需要的所有数据发送给打刻上位机,并打印装车单。
2) 当车辆进入打刻工位时,工人扫描装车单上的VIN号条码,打刻上位机检查车辆队列;如果队列正确则找到打刻数据,并调用打刻软件进行作业。
2. 加注防错
在车辆总装车间,要进行冷却液、制动液、冷媒、机油等的加注。
通常加注是由设备自动进行的,具体过程由PLC控制。
因此,加注防错的过程和打刻有较大区别。
图2.11-2显示了加注防错的关键作业过程:
图2.11-2 加注防错过程
关键步骤:
1) 车辆进入生产线线头工位,防错PLC结合RFID阅读器识别车辆,然后请求MES下发加注工艺参数,并缓存在防错PLC上。
2) 车辆进入加注工位,防错PLC将VIN号和工艺参数发送给设备PLC,PLC指导设备执行对应的加注作业。
3. 涂胶防错
涂胶工艺和加注类似,也都是PLC控制,在生产线上进行的。
但是涂胶有一个特殊的要求:对涂胶的时间要进行严格的核查,因为时间长的话胶水会失效,从而影响安装质量。
图2.11-3显示了涂胶防错的关键作业过程:
图2.11-3 涂胶防错过程
关键步骤:
1) 车辆进入生产线线头工位,防错PLC结合RFID阅读器识别车辆,然后请求MES下发涂胶工艺参数,并缓存在防错PLC上。
2) 车辆进入涂胶工位,防错PLC将VIN号和工艺参数发送给设备PLC,PLC指导设备执行对应的涂胶作业。涂胶完成后,设备PLC通知防错PLC记录完成时间。
3) 车辆进入安装工位,防错PLC将涂胶时间、工艺参数发送给设备PLC,设备PLC将检查是否失效。如果校验成功则由PLC指导设备执行对应的安装作业。


编辑推荐





最新资讯
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37
-
展会预告 | 2025CIMT中国国际机床展
2025-04-11 14:44
-
航空发动机维修工装精准建模,3D扫描
2025-04-11 14:43
-
高歌猛进,奔赴“双碳”——比亚迪叉
2025-04-10 10:09