
发动机缸盖加工尤尼莫克整体对应方案介绍
2017-12-08 13:55:22· 来源:工具技术
微信公众号

凭借着大量的研发投入和采用高端的刀具加工设备,京瓷尤尼莫克公司一直致力于轻型汽车零部件加工的高端刀具的研究,为客户提供了用于铝合金汽车零部件加工的众多解决方案。
凭借着大量的研发投入和采用高端的刀具加工设备,京瓷尤尼莫克公司一直致力于轻型汽车零部件加工的高端刀具的研究,为客户提供了用于铝合金汽车零部件加工的众多解决方案。
尤尼莫克公司通过与客户的密切合作,针对每一个具体工件的加工策略进行分析。比如,汽油发动机缸盖基本都是采用铝合金材料制造,部分柴油发动机缸盖也开始使用铝合金。作为发动机中最精密的元件之一,对缸盖上众多孔系的尺寸及位置精度要求很高,其加工质量的好坏将直接影响发动机的整体性能。阀座及导管底孔是与发动机进排气门配合的,因此是发动机缸盖中尺寸及位置精度要求最高的部分。

图1 尤尼莫克对缸盖孔系的刀具加工方案
传统的阀座及导管底孔加工,从毛坯到完成精加工需要4把刀具。通常首先用一个标准的硬质合金钻头,从图2的左侧,预钻导管底孔(通常为9~10mm)。而尤尼莫克的刀具解决方案,需要从图2右侧,先精加工导杆弹簧座孔,仅需要通过3道工序、采用3把刀具即可完成全部加工。这一解决方案减少了1把刀具,降低了整体加工时间,从而可提高加工效率,降低加工费用。
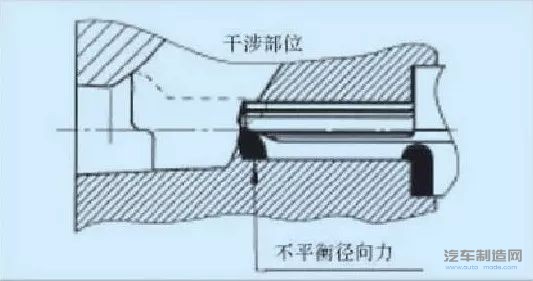
图2 阀座及导管底孔剖面示意图
工序一、导杆弹簧座孔精加工及气门导管底孔粗加工
钻铣复合PCD刀具可一次完成导杆弹簧座孔精加工及气门导管底孔粗加工两道工序。此刀具的结构经过特殊设计,可以克服加工干涉孔部位时的不平衡径向力,还可确保刀具以相对较高的切削速度工作。刀具带有高压切削液内冷孔。当切削液浓度高于8%、压力大于3000kPa时,可以达到最佳切削效果。通常的切削参数为:主轴转速8000~10000r/min,进给量为2000~3000mm/min。

图3 钻铣复合PCD刀具
工序二、导管底孔、阀座底孔粗加工及喉口弧面精加工
在某些情况下,使用较便宜的硬质合金刀具或可转位刀片式刀具可能也是一个选择。但如果需要提高加工质量,或使用长寿命的刀具,尤尼莫克的复合阶梯铰刀将是最佳的选择。

图4 复合阶梯铰刀
此复合阶梯铰刀能够完成以下的加工:
导管底孔预铰。这是为下一步的精铰做准备,同时,此部分的铰刀要带有钻削的功能,以防止上一步工序没有把导管底孔打穿;
喉口弧面的加工。此处有严重的干涉,所以要求刀具刚性好(见图5);
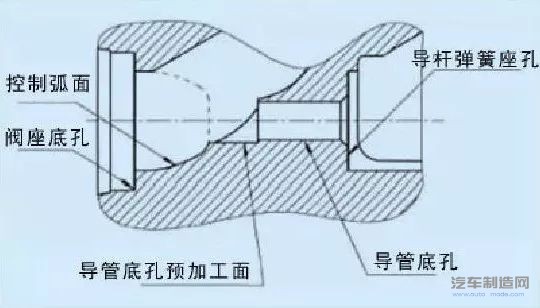
图5 加工干涉示意图
阀座底孔粗加工及倒角。
根据客户对切削参数、孔的尺寸、机床主轴和刀柄的刚性及稳定性的不同要求,对复合阶梯铰刀有不同的设计方案。刀具设计过程主要考虑的问题是如何克服干涉部分加工时的不平衡力。通常情况下,刀具厂家把此刀设计为2个切削刃,并采用小的切削速度。而尤尼莫克的解决方案是采用3个切削刃、多个导向条以及特殊的刀具结构。这种刀具设计可以确保很高的加工质量、快切削速度和长刀具寿命。
切削参数受到工件尺寸、刀具及刀柄刚性的影响。通常转速为4000~10000r/min,进给 Fn为0.2~0.3 mm/rev。根据机床情况,刀具寿命可达5万个孔以上。
工序三、气门导管底孔及阀座底孔精加工
这是最后一道精加工工序,有两种方案。
方案1:气门导管孔铰刀及阀座底孔铰刀作为两个独立部件安装在一起。这是一个柔性很好的方案,这样可以把气门导管孔铰刀分别用于进排气门导管孔的加工。
方案2:当阀座底孔直径较小时,可以把两个刀设计为一体。
复合精铰刀的切削参数通常为:转速 8000~11000r/min;进给 Fn为0.24~0.3mm/r。精加工后的气门导管底孔的圆度可以控制在1μm以内,并可获得极高的表面光洁度。刀具寿命根据机床情况,可以达到10万个孔以上。
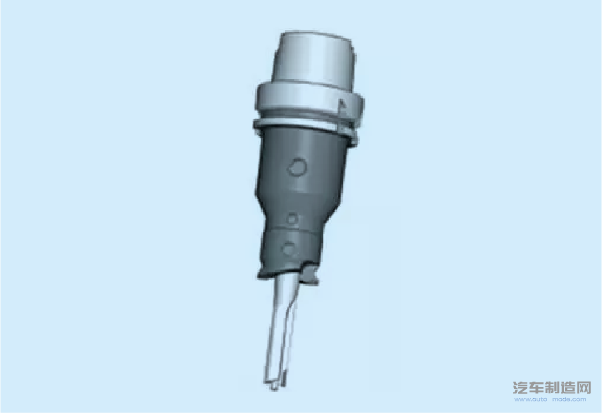
图6 复合精铰刀
尤尼莫克公司通过与客户的密切合作,针对每一个具体工件的加工策略进行分析。比如,汽油发动机缸盖基本都是采用铝合金材料制造,部分柴油发动机缸盖也开始使用铝合金。作为发动机中最精密的元件之一,对缸盖上众多孔系的尺寸及位置精度要求很高,其加工质量的好坏将直接影响发动机的整体性能。阀座及导管底孔是与发动机进排气门配合的,因此是发动机缸盖中尺寸及位置精度要求最高的部分。
图1 尤尼莫克对缸盖孔系的刀具加工方案
传统的阀座及导管底孔加工,从毛坯到完成精加工需要4把刀具。通常首先用一个标准的硬质合金钻头,从图2的左侧,预钻导管底孔(通常为9~10mm)。而尤尼莫克的刀具解决方案,需要从图2右侧,先精加工导杆弹簧座孔,仅需要通过3道工序、采用3把刀具即可完成全部加工。这一解决方案减少了1把刀具,降低了整体加工时间,从而可提高加工效率,降低加工费用。
图2 阀座及导管底孔剖面示意图
工序一、导杆弹簧座孔精加工及气门导管底孔粗加工
钻铣复合PCD刀具可一次完成导杆弹簧座孔精加工及气门导管底孔粗加工两道工序。此刀具的结构经过特殊设计,可以克服加工干涉孔部位时的不平衡径向力,还可确保刀具以相对较高的切削速度工作。刀具带有高压切削液内冷孔。当切削液浓度高于8%、压力大于3000kPa时,可以达到最佳切削效果。通常的切削参数为:主轴转速8000~10000r/min,进给量为2000~3000mm/min。
图3 钻铣复合PCD刀具
工序二、导管底孔、阀座底孔粗加工及喉口弧面精加工
在某些情况下,使用较便宜的硬质合金刀具或可转位刀片式刀具可能也是一个选择。但如果需要提高加工质量,或使用长寿命的刀具,尤尼莫克的复合阶梯铰刀将是最佳的选择。
图4 复合阶梯铰刀
此复合阶梯铰刀能够完成以下的加工:
导管底孔预铰。这是为下一步的精铰做准备,同时,此部分的铰刀要带有钻削的功能,以防止上一步工序没有把导管底孔打穿;
喉口弧面的加工。此处有严重的干涉,所以要求刀具刚性好(见图5);
图5 加工干涉示意图
阀座底孔粗加工及倒角。
根据客户对切削参数、孔的尺寸、机床主轴和刀柄的刚性及稳定性的不同要求,对复合阶梯铰刀有不同的设计方案。刀具设计过程主要考虑的问题是如何克服干涉部分加工时的不平衡力。通常情况下,刀具厂家把此刀设计为2个切削刃,并采用小的切削速度。而尤尼莫克的解决方案是采用3个切削刃、多个导向条以及特殊的刀具结构。这种刀具设计可以确保很高的加工质量、快切削速度和长刀具寿命。
切削参数受到工件尺寸、刀具及刀柄刚性的影响。通常转速为4000~10000r/min,进给 Fn为0.2~0.3 mm/rev。根据机床情况,刀具寿命可达5万个孔以上。
工序三、气门导管底孔及阀座底孔精加工
这是最后一道精加工工序,有两种方案。
方案1:气门导管孔铰刀及阀座底孔铰刀作为两个独立部件安装在一起。这是一个柔性很好的方案,这样可以把气门导管孔铰刀分别用于进排气门导管孔的加工。
方案2:当阀座底孔直径较小时,可以把两个刀设计为一体。
复合精铰刀的切削参数通常为:转速 8000~11000r/min;进给 Fn为0.24~0.3mm/r。精加工后的气门导管底孔的圆度可以控制在1μm以内,并可获得极高的表面光洁度。刀具寿命根据机床情况,可以达到10万个孔以上。
图6 复合精铰刀


编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42