
更高效的Tebis V4.0 R5
2017-12-12 10:59:12· 来源:Tebis
微信公众号

NC计算更快,加载、响应和搜索时间更短——Tebis V4.0 R5的主要特征是其极高的性能。
NC计算更快,加载、响应和搜索时间更短——Tebis V4.0 R5的主要特征是其极高的性能。
不仅是我们自己的测试显示全面改进的结果,我们试用版的测试用户也已信服新发行版的性能。SD汽车有限公司NC编程部经理Lars Schumann写道:
我比较了大概20个不同复杂度和大小的工件的计算时间——涵盖了从小工件到侧壁的所有代表性工件。我对结果感到兴奋。在用RPlan进行的二次粗加工中,大部分工件的计算时间都快了大概30%。更令人激动的是,使用MFeat进行特征加工时,刀具搜索更快捷。我特意用很多的规则几何测试了几个大型工件,时间优势特别可观。
CAD/CAM services的Johannes Grosch也对此话题发表了意见:
Job Manager中碰撞检查的时间优势和大型工件图形方面的改进都是非常明显的。我目前正在设计门板检具,处理的文件大小都在1到2.5GB之间。对这些工件的操作比如渲染等,都大大加快了。使用这个测试版工作令人愉快。
根据工件的不同,NC编程加快一倍到40%之间。我们的整体性能提高多达90%。我们为您汇总了一些案例:
NC-计算时间
泵壳

V4.0 R4:6分钟12秒
V4.0 R5:3分钟42秒
特征加工中刀具搜索

包括机床碰撞检查
机床轴组件、223个特征、705个刀具
V4.0 R4:10分钟
V4.0 R5:2分钟
为包含多个NCJob的NC-Program开启机床仿真
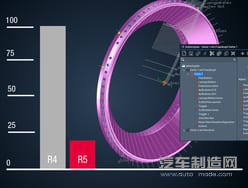
鼓风机环
V4.0 R4:1分钟12秒
V4.0 R5:9秒
顺便说一下,该软件下一个版本将继续改进。着重于粗加工区域减少。
除高性能外,V4.0 R5中Job Manager也做出了一些更改,分别对铣削加工以及钻孔和激光加工:
Job Manager
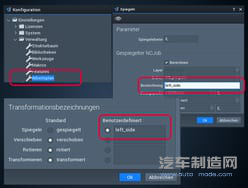
更加自动化和简化的操作。转换元素的选项得到拓展。例如,可自由选择是否转换参考点。转换可自由指定,镜像NC Job保存在新的层。无需对参考点进行后续修改。此外,碰撞现在可在交互式和自动的碰撞检查中保存。在碰撞分析中不再需要检查刀具。
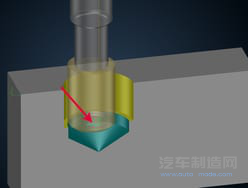
铣削加工
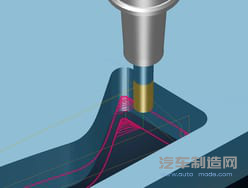
高效加工陡峭空腔,现在即使在2轴加工操作中也是如此。NC2Ax功能中集成了“二次粗加向上”补充选项,用于粗加工自由型腔。等步距可以防止过多的步距形成。刀具磨损均匀; 由于铣削刀路较少,机床运行时间更短。
2轴钻孔
更快的螺纹加工
在螺纹加工中,进给以步距进给率运动,直至达到螺纹直径。
激光加工
更短加工时间,更大灵活性。刀路修正必须通过形状元素的元素选择来执行。初始位置可自由选择;防止了不希望的插补。文本也可以在用户自定义的工艺宏中自由编辑。无需在*.tec文件中进行后续更改。
Tebis V4.0 R5 2017年11月下旬可供下载。
不仅是我们自己的测试显示全面改进的结果,我们试用版的测试用户也已信服新发行版的性能。SD汽车有限公司NC编程部经理Lars Schumann写道:
我比较了大概20个不同复杂度和大小的工件的计算时间——涵盖了从小工件到侧壁的所有代表性工件。我对结果感到兴奋。在用RPlan进行的二次粗加工中,大部分工件的计算时间都快了大概30%。更令人激动的是,使用MFeat进行特征加工时,刀具搜索更快捷。我特意用很多的规则几何测试了几个大型工件,时间优势特别可观。
CAD/CAM services的Johannes Grosch也对此话题发表了意见:
Job Manager中碰撞检查的时间优势和大型工件图形方面的改进都是非常明显的。我目前正在设计门板检具,处理的文件大小都在1到2.5GB之间。对这些工件的操作比如渲染等,都大大加快了。使用这个测试版工作令人愉快。
根据工件的不同,NC编程加快一倍到40%之间。我们的整体性能提高多达90%。我们为您汇总了一些案例:
NC-计算时间
泵壳
V4.0 R4:6分钟12秒
V4.0 R5:3分钟42秒
特征加工中刀具搜索
包括机床碰撞检查
机床轴组件、223个特征、705个刀具
V4.0 R4:10分钟
V4.0 R5:2分钟
为包含多个NCJob的NC-Program开启机床仿真
鼓风机环
V4.0 R4:1分钟12秒
V4.0 R5:9秒
顺便说一下,该软件下一个版本将继续改进。着重于粗加工区域减少。
除高性能外,V4.0 R5中Job Manager也做出了一些更改,分别对铣削加工以及钻孔和激光加工:
Job Manager
更加自动化和简化的操作。转换元素的选项得到拓展。例如,可自由选择是否转换参考点。转换可自由指定,镜像NC Job保存在新的层。无需对参考点进行后续修改。此外,碰撞现在可在交互式和自动的碰撞检查中保存。在碰撞分析中不再需要检查刀具。
铣削加工
高效加工陡峭空腔,现在即使在2轴加工操作中也是如此。NC2Ax功能中集成了“二次粗加向上”补充选项,用于粗加工自由型腔。等步距可以防止过多的步距形成。刀具磨损均匀; 由于铣削刀路较少,机床运行时间更短。
2轴钻孔
更快的螺纹加工
在螺纹加工中,进给以步距进给率运动,直至达到螺纹直径。
激光加工
更短加工时间,更大灵活性。刀路修正必须通过形状元素的元素选择来执行。初始位置可自由选择;防止了不希望的插补。文本也可以在用户自定义的工艺宏中自由编辑。无需在*.tec文件中进行后续更改。
Tebis V4.0 R5 2017年11月下旬可供下载。



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37