
-

埃马克VLC50TWIN双主轴高效同步加工
埃马克(中国)机械有限公司 -

德马吉森精机增材制造机床
德马吉森精机机床贸易有限公司 -

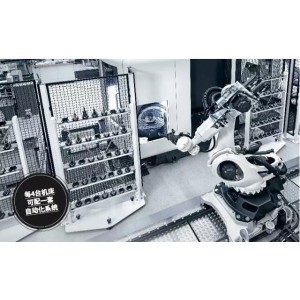
柔性自动化 通过自动化实现的更高性
巨浪凯龙机床(太仓)有限公司 -

适用于小型盘类件的内圆及端面磨削
埃马克(中国)机械有限公司 -

用于轿车曲轴、卡车曲轴和大型曲轴加
埃马克(中国)机械有限公司 -

用于轴类件加工的车磨复合中心
埃马克(中国)机械有限公司 -

德国GROB 发动机零部件全自动装配线
格劳博机床(大连)有限公司 -
DMG MORI柔性化生产单元
德马吉森精机机床贸易有限公司 -

汽车发动机曲轴加工-同步支撑磨削技
埃马克(中国)机械有限公司 -

埃马克圆磨床工艺
埃马克(中国)机械有限公司
-

Microlution ML-5,紧凑、超高速,超高精度5轴激光精细加工机床,将精细加工技术应用到计算机数控(CNC)加工技术的基础上,使微米级精细加工具有经济型和技术可行性。System 3RSystem 3R的工装夹具、自动化和软件解决方案帮助用户提高生产力。产品包括System 3R WorkPal 1(WP1)托盘交换系统、System 3R WPT1+智能电极库和S
-

汽车行业我们的汽车行业方案将为汽车车灯组合模生产商展示如何确保极高表面质量与高精度。产品包括全球首发的Mikron MILL P 500 U加工中心,该机拥有极高工艺可靠性,以及AgieCharmilles CUT P 350慢走丝线切割机床,其智能模块能确保灵活生产应用中的高生产力和完美高质量。除此之外,还将展示System 3R自动化系统,它能够
-

机床特征:◆加工刀具范围:3~20mm等刀具生产与修磨的专用磨床。◆6轴CNC控制。◆标配AWC6。◆高刚性高稳定性的机床设计,彻底排除热变◆高效率的自动化加工,标配自动装载机◆出色稳定的加工精度。
-

机床特征:◆专注于生产超小径刀具。加工刀具范围:0.05~3mm。◆6轴CNC控制。◆高刚性,加强耐久性,高平衡性。左右对称的床身结构,采用更大型号的丝杠导轨,降低机床的重心等。◆改进的机内装载机。上下料件数:最大520件。◆高精度刀柄+高精度夹头+自动柄部支撑架。
-

感应加热领域的增长型发展并非空穴来风:一方面,这种工艺高效节能,其过程安全可靠,重复性好,而且加工迅速。另一方面,其应用的可能性几乎没有局限。例如:利用感应原理,可以对部件进行预热、热套、钎焊、淬火,甚至熔炼。这些工序中的核心组件就是感应器。感应器的设计对于部件加热的精度起着至关重要的作用。这一核心
-

GF阿奇夏米尔最新开发的用于高性能加工的新型立式加工中心这款新开发的标准配置为3轴的立式加工中心具有坚固的机床结构,非常适用于高性能切削领域中的应用加工,是用于大批量加工的紧凑型机床。刀具和工件实现直线移动,而这两个轴单元的精确移动确保了优异的几何精度和稳定性。整体式的聚合物床身是高表面质量和低刀具磨损的
-

CUT20精密数控慢走丝切线切割机床新经济型加工的解决方案CUT20/30代表了瑞士GF阿奇夏米尔集团研发部长期积累的放电加工技术诀窍与集团的瑞士价值观的结合,将加工速度和性价比放在首位,以满足市场对于用途广泛的经济型慢走丝线切割机床解决方案的需求,其应用领域从通用机械零件和电极的生产到加工不同类型的模具。和所有GF阿
-

FI240CC精密数控慢走丝切线切割机床生产效率优先这款机床装配了功能强大、易于操作又高效的先进数控系统,实现快速、精确的加工,保证了快速的投资回报。采用基于WindowsXP的标准计算机操作系统,使其数控系统软件的升级非常简单。各种在线专家系统采用了GF阿奇夏米尔长期积累的专业技术,有效地引导操作人员完成参数选择,并自
-

增材制造(AM)技术显著改进了热控制并实现无拘无束的自由设计,复杂性不再是成本动因。有了AM解决方案,几何复杂性不再是追求成本效率的阻碍。
-
2017年伊贺创新日展会上,DMG MORI展出了9套自动化解决方案,全力提升客户的生产力。一站式解决方案DMG MORI提供实用的完整解决方案,包括机床、运送系统、辅助设备、生产控制系统和加工技术、刀具和夹具以及测量系统,我们是您的一站式解决方案供应商。我们的一站式解决方案几乎为您提供从生产开始所需的一切,帮助客户缩
-

倒立式车削是一种金属切削制造工艺。 埃马克是最早使用垂直主轴进行倒立式车削的机床制造商之一。 在使用垂直主轴进行倒立式车削(也称作倒立式上下料车削)时,工作主轴既承担加工操作(倒立式车削、钻孔、铣削......),也承担自动化系统控制。 所称的立车或者说是倒立式上下料车床主要用于大批量及高质量制造圆形金属工
-
工艺圆磨在灵活性与生产力之间找到适当的平衡,是圆磨床的最大设计要点。为了完全满足圆磨的这些要求,EMAG 设计了 HG 系列的机床。为了完全满足圆磨的这些要求,EMAG 设计了 HG 系列的机床。圆磨确保完美圆度圆磨正如其名所示,是指磨削圆形和圆柱形工件,旨在达到尽可能高的工件圆度。 这不仅适用于工件外表面相应的加工
-

工艺感应淬火在感应淬火时,通过电磁感应产生的热量将工件加热至淬火温度。随后工件快速冷却,之前被加热的区域内形成一个更稳定的组织结构。这种形式的淬火原理与厨房中电磁炉的工作原理相同。借助一个线圈(感应器)产生交变电磁场,它可在待加工的工件中形成因电阻而导致加热的交流电。在此,热量是在工件内精确而快速地
-

用于高效制造滚齿的滚插通过滚插可高效加工盘类件和齿轮,并在加工内齿时是拉削和滚动插齿的替代方法。高性能工艺的显著特征是其高切削速度。内齿的滚插拉削和插齿的替代方法用于制造滚齿的滚插工艺由于加工过程中的持续运行而高效,生产力由于在处理过程中连续流动,从而成为拉削和插齿的替代方法。然而,机床和刀具必须完
-

提到工业 4.0,实质上指的就是联网即系统部件的联网和机器与作为价值链主导的人类的联网。埃马克集团新的工业 4.0 解决方案正致力于此,将传感器数据、运行参数和生产数据与埃马克工程师的分析和进程相关技术知识完美结合。由此产生的工业 4.0 解决方案才真正能够为广大客户提供附加值。每个工业 4.0 产品均有其不同的侧重
-

自动化与智能化是当下全球工业的发展趋势,依靠自动化设备完成重复性工作、借力智能化数字通讯打通企业各个环节交流、解放智力提升流程管理与效率优化,这将逐渐成为未来的工厂标准。作为全球钣金加工设备的领导品牌和德国工业4.0平台核心成员企业,德国通快集团为您带来拥有纯正德国血统的工业4.0解决方案。TruConnect通快
-
同步支撑磨削技术VTC 315 DS型磨床的内墙上安装了两个互相独立的可移动滑台,十字滑台可以在X轴和Z轴方向移动,磨削主轴集成在十字滑台内。进行同步支撑磨削时轴类件被垂直夹紧,左右配置的砂轮同时磨削工件。磨削时配置的中心架跟随运动,以达到最佳的支撑效果。施加给工件的外力小这种工艺可以对工件进行左右两边同时加工
-

挤压去毛刺时,通过将卷边和去毛刺刀具置于滚齿中,在滚齿的端面棱创建倒角。通过将工件在刀具上来回滚动进行去毛刺或倒角。挤压去毛刺是快速、成熟的加工过程。挤压去毛刺无法使用斜切时的最佳选择挤压去毛刺是已经相当成熟的过程,可实现齿轮的快速整洁去毛刺和倒角。通常在由于齿轮几何形状而无法通过斜切工艺进行倒角时