








-

Mill 4-11 和 Mill 4-15 系列产品采用独特的设计,在方肩铣削应用中具有极高的表面加工精度和金属去除率性能。这种独特的设计方案使得这款产品在多次进刀(分层铣削)应用中有卓越的加工性能。Mill 4 刀具可用于钢、铸铁、不锈钢,非铁金属材料以及高温合金材料的粗加工至精加工应用范围。Mill 4-15 刀具可用于铸铁、不锈钢
-

A4切槽及车削系列产品,可应用于多种材质切削。可进行车削、端面车削、切槽、端面切槽、以及切断加工。独特的夹持系统与多种类型的刀片槽型使该系列产品在业内同类产品中具有极高的金属移除率。 超长的夹持区,研磨120度掕座表面,独特的顶部导条板,可实现无可匹敌的切槽何侧车削稳定性。精密的刀片定位可确保精确切削。刚
-

标志着KMT立铣刀产品进入Beyond平台 提高性能的硬质合金基材 新的KMT 独特的AlTiN涂层 创新的刃口处理使得刃口更强壮 对于钢件,不锈钢加工,可以提高30% 以上的刀具寿命 (vs KC633M)
-

KMT的新推出的整体合金立铣刀是专门针对C1类单一复合材料开发的.CFRP 与铝合金和或钛合金的多层复合材料也可以加工,但刀具寿命会相应降低. - 底刃右旋侧刃左旋 - 侧铣轮廓铣首选,要求极佳质量情形 - (纤维在材料内部) - 铣刀左旋槽型,可以把纤维压在材料里 - 型腔和面铣首选 - 针对CFRP 基材和槽型的标准球头铣刀 - 用
-

对于镍基合金粗加工是效率最高的加工方法,切削速度最高可达 1000 m/min (3300 sfm) 的切削线速度,对比传统的整硬立铣刀,其刀具寿命最高可提高50%,刀具不需要进行重磨,无需特种加持装夹
-

具有较低的切削力,更高的加工效率和刀具寿命,更高的金属去处率
-

特殊压紧结构的刀体,安全可靠。全有效齿设计,进一步降低加工时间。右旋正型切削,切削轻快,功率需求小。方形刀片/ 有效四刃,性价比高。不等齿距/ 螺旋角,切削平稳,避免共振。通过每个刀片的内冷却,冷却充分有效。 标准刃/ 长刃可选,适合不同需求。配高比重减震块,进一步减少共振风险。
-

在高性能高速切削应用中,一个常见的问题是立铣刀会被极大的外力从刀柄中拉脱出来。肯纳金属公司致力于为客户提供高效率高安全级别的刀具产品。HAIMER公司生产的SAFE-OCK装置是一款用于立铣刀产品的防拉脱安全保护装置,特别适用于重型切削加工。SAFE-OCK 同时采用 HARVI技术,可以获得极高的加工效率,超长的使用寿命,以
-

其结构简洁,具有超强的刚性。由于悬伸长度小,前臂横截面大,因此具有较好的刚性。这种设计确保更高的切削参数,以及更好地表面加工质量。刀柄悬长更短且更加的强壮(增大了外径) ,使其更适合于铣削加工先进的液压加持系统,减小振动风险与常规型液压刀柄相比,夹持力增加3倍以上。在直径/悬伸量25倍的情况下,跳动仅3微米
-

HARVI Ultra & FBI 铣刀“快速反应解决方案”用于粗铣及开槽
航空结构件的最好加工效率的组合解决方案,特别在钛合金组件的加工中,具有最高的加工效率和刀具寿命
-

KM4X 主轴联接装置设计用于重型加工应用。它特别适合大型结构件的加工应用。与同类竞争性产品相比,这些刀柄产品的抗弯曲性能提高了三倍。 更大夹持力确保刚性系统配置。 产品设计允许采用前负荷的主轴装置。 高主轴转速性能。 用于多种应用类型的产品设计。 用于高速和低速,以及各种扭矩参数的多种应用。 可以升级为采用
-

Romicron™ Modular Fine Boring System
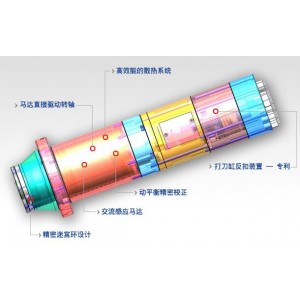
具有自平衡机构,直径调整为0.002mm,加工范围25 mm to 79 mm,加工孔径公差 IT 7 or less,适合加工钢件,铸铁和球铁,可加工通孔和盲孔,具有闭环调节功能(CLB),圆度和圆柱度 0,005 mm
-

真正提高重型铣削性能的产品。每个重型刀片有4个有效切削刃,你知道您可以用肯纳金属的产品实现您所需要的每刃低成本和高生产率,软切削刃设计使切削力降低30%,有硬质合金垫片保护刀体。选择MEGA 15, MEGA 60, 和MEGA 90刀片用于钢材料和铸铁材料的可转位铣削。 产品特点: 功能 每个重型刀片有4个有效切削刃 一种刀片用于
-

涨开式铰刀RMB-ERHM-E ,提高铰孔质量。铰削直径范围 RMBE 8 mm 至 20mm, RHME 14 mm 至 42 mm成孔公差等级为IT 6。适用于钢,铸铁和球墨铸铁。适用于通孔和盲孔。具有良好柔性。跳动小于0,003 mm
-

作为目前市场上最全面的端面铣削产品,Dodeka Mini系列产品可以快速精确转位-只需要一个螺钉!是长悬伸端面铣削或照明设备的首选,加工周期时间缩短可达40%。标准的15, 45, 和60 主偏角结合 Beyond最佳铣削材质,在轻型到重型加工中,使用寿命可以延长35%。 产品特点: 功能 每个刀片有12个有效切削刃 真正的软切削,切削力
-

无需点钻或导向钻,可以直接在斜面上钻孔,与整体式铣刀相比具有更高的切削速度和进给量,没对于斜面和交叉孔钻孔项目,只需一把刀具加工,无需预钻孔
-

硬质合金钻深孔钻 最大长径比可达72倍,加工钢件、铸铁、及非铁材料表现出色。独有的涂层后处理技术,保证了深孔加工时具有优异的排屑性能。其刃带设计在相交孔加工时保证加工稳定性和导向精度。AlCrN-TiAlN-涂层,极高的耐磨性,提高钻头寿命,重磨性能更好。高温环境下的抗氧化能力得以增强. 独特的排屑槽设计, 明显提高
-

Stellram ISO 刀片细微颗粒的基体材料 10% 钴.该材质具有杰出地平衡耐磨性和韧性等性能,一种材质可以胜任多种应用要求。新 SP4066 具有更强的涂层附着能力、更高的切削速度、延长刀具寿命。 采用非常精密的倒圆处理使得整个刃口的形状和精度得到了大幅度的提高,公差控制在0.02 10micron. 可以干式加工 ( 钢件铸铁零部件 )