










无需升降工件的自动补偿线镗刀
为了使加工的性价比更高,玛帕专家已经开发出可伸缩的,带刀片尺寸补偿功能的线镗刀,向着取消液压机系统迈进了一步。新的技术淘汰了升降工件及其所需的液压控制系统——并且可以更好地控制尺寸、位置误差、形状和表面允差。
详细说明:线镗刀进入轴颈中央。接着采用玛帕的TOOLTRONIC®或冷却液驱动的刀具系统控制内部拉杆,根据加工操作的要求,驱动带有调整系统的卡夹。这些卡夹按照需求圆周分布,可以将粗加工、精加工、倒角等其它要求共同完成,显著地降低加工时间及生产成本。

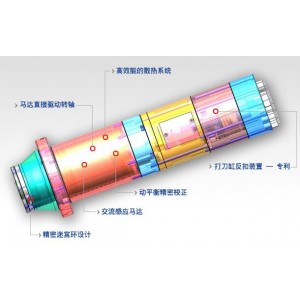
图1:带补偿系统的线镗刀,显著提高加工效率