












尾喉焊接难点:
/ 焊缝弯曲,弧长变化,电流不稳定,易焊穿
/ 飞溅大
/ 拐角位置焊枪不易到达

伏能士焊接解决方案:
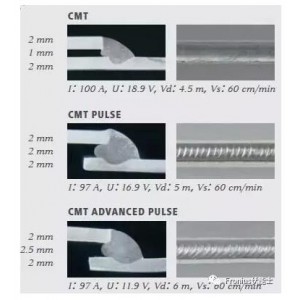
/ 使用CMT冷金属过渡电弧工艺,CMT反抽式电弧控制使电流不受干伸长影响,保证电流稳定,不易焊穿
/ 电弧稳定,几乎无飞溅,无需打磨
/ CMT/PMC 可以实现大干伸长(最长达40-45mm),便于到达拐角处

焊接参考参数:
母材类型: CrNi
母材厚度: 1~1.5mm/2~3mm
接头形式: 搭接
焊机设备: Fronius TPS 3200 CMT
焊接工艺: GMAW
过渡方式: CMT+P
焊接电流: 170 ~ 200A
焊接电压: 20 ~ 26V
焊接速度: 0.8m/min ~ 1.0m/min
焊 丝: 桶装 439Ti (Ø1.2mm), 308L(Ø1.0mm)
保护气体: 98%Ar + 2%CO2