









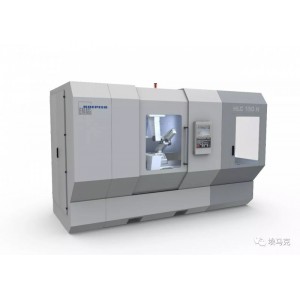






VLC 200 GT——任何时候均能保证最短的节拍时间和最佳的加工技术
VLC 200 GT 利用不同的加工工艺,力争将加工时间降至最短。例如,对所有可通过车削以工艺安全方式加工完成的部件进行硬车削,并(在硬粗车削之后)仅在质量和工艺安全所需的部位进行磨削。
在一台机床上一次装夹即可完整加工,确保工件的高品质和高生产效率。这样,在经过硬粗车削后仅有几微米的剩余余量需要直接进行之后的磨削加工。这也可确保最小的砂轮磨损,因为磨削时仅会切削极少材料。如此砂轮仅会轻微磨损,无须经常进行修整。由此便可以具有显著的节拍时间优势。由于磨削仅会削去较少余量,所以可以有针对性地根据精加工质量要求设计砂轮规格。由此也可以在粗糙度 Rz < 1.2 μm 的范围内实现工艺安全的表面加工值。对于加工本身,用户可以选用埃马克的所有切削工艺:内圆和外圆磨削主轴、刮削刀具、一体式刀架或业经证实的埃马克 12 刀位刀塔。针对每项应用及每个工件均可在 VLC 200 GT 上实现最佳工艺组合。
技术数据
| 最大卡盘直径 | mm in |
210 8.5 |
| 最大回转直径 | mm in |
270 10.5 |
| 工件最大直径 | mm in |
160 6.5 |
| 工件最大长度 | mm in |
100 4 |
| X轴行程 | mm in |
1,700 67 |
| Z轴行程 | mm in |
250 10 |
| Loading time | sek. / sec. | 6-10 |
| 额定功率 40 / 100 % ED | kW hp |
22 / 18 29.5 / 24 |
| 扭矩 40 / 100 % ED | Nm ft-lb |
250 / 202 184.5 / 149 |
| 最大转速 | 1/min rpm |
3,000 3,000 |
| 主轴:主轴轴承直径前端面 | mm in |
110 4.5 |
优势
- 通过模块化的紧凑结构可实现倒角和去毛刺的个性化解决方案
- 所有组件均由埃马克集团自行制造——确保最佳质量和可用性!
- 通过工艺组合来优化节拍时间
- 采用上下料工件输送系统,非生产时间短
- 自动上料可确保工件装夹一致,由此确保最佳效果
- 结构紧凑
- 可与埃马克的其他模块化机床实现最佳联接
- 传动部件的理想生产方案