















工件举例:转向齿轮
材质 14NiCr14
加工工艺 s软预滚和硬精滚(刮齿)
加工质量
预滚转向齿轮(软)标准DIN 7-8
刮齿(硬):根据工件类型和齿数约 40-50 秒 (包括定向
工件 模数2 x 齿数10 ,左旋或右旋
节拍
预滚(软):根据工件类型和齿数-约30-40秒(包括定向
刮齿(硬):根据工件类型和齿数约 40-50 秒 (包括定向)
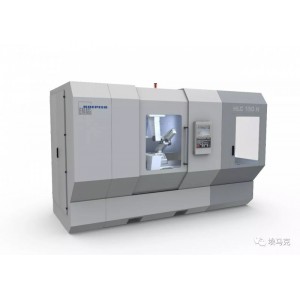
转向齿轮的生产系统
先进﹑高效﹑低成本的转向齿轮生产系统是怎样的?埃马克通过 VL 和 VT 机床回答了这个问题。
用于转向齿轮加工的 VL / VT 生产线
生产线的最重要事实:
4 轴加工,生产率提高了 30%
行程短并因此降低了非生产时间
少量装夹次数的加工保证了最高精度(无换夹误差)
节省了 15% 的占地面积
简单的换装和维护使得机床更易于操作
用于转向齿轮加工的 VL / VT 生产线
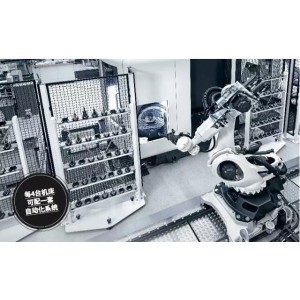
生产环境的最重要事实
模块化的通用生产概念 – 随时可扩展 和适应
最低的附加费用,因为省去了企业内的临时仓库和内部运输等,因此降低了库存和加快了周转时间
方便接入自有的专用自动化解决方案
