

使齿轮加工“提高一个档次”
灵活的解决方案:
VLC 200 H 型滚齿机的自动化高效包可以不同方式集成于加工系统上。因此不仅可以实现专门的零件流,还能实现自动循环
或通过“Chaku-Chaku” 连接。如此可以高效地加工齿轮。
辅助时间最少:
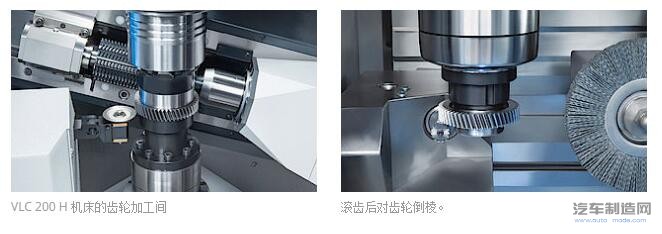
在加工齿轮时采用的拾取原理能够缩短辅助时间。工作主轴将齿轮从输送带上取下并运送到尾架,将其尽量倾斜支撑住。齿后工作主轴将齿轮重新运出加工间。
加工时间短:
与加工相关的坐标轴的两个水冷式直接传动装置(在铣头上和主轴上)均能保证高的加工效率。直径达 200 mm 、模数 4 的齿轮可在短的加工时间里进行高效的干式铣削,也可选择湿式加工。
工艺链得以缩短:
车削毛坯件后(例如在一台 VL 2 型车床上)在 VLC 200 H 机床上开始滚齿过程。用一台 VLC 100 C 同时进行两侧的倒角加工。从而显著降低了一个齿轮的加工周期。